Značilnosti postopka praškastega lakiranja

Barva v prahu se uporablja že dolgo časa. Če pa ne posedujete tehnologije njegove uporabe v zahtevanem obsegu, če nimate potrebnih izkušenj, boste morali temeljito preučiti vse informacije, da se izognete napakam. Njihovemu preprečevanju posvečamo to gradivo.

Posebnosti
Barva v prahu je narejena iz polimerov, ki so zdrobljeni v prah in nato z brizganjem naneseni na določeno površino. Da bi premaz dobil želene lastnosti, ga termično obdelamo, staljeni prah se spremeni v film, ki je enakomerne debeline. Ključne prednosti tega materiala so odpornost proti koroziji, pomembna oprijemljivost. Pod vplivom visokih temperatur, tudi kadar se izmenjujejo z nizkimi, barva v prahu dolgo časa ohranja svoje pozitivne lastnosti. Dobro prenaša tudi mehanske in kemične vplive, stik z vlago pa ne poškoduje površine.

Vse te prednosti praškaste barve ohranijo dolgo časa skupaj z vizualno privlačnostjo. Površino lahko barvate, tako da dosežete različne tone in teksture, spreminjate vnesene dodatke.Mat in sijajni lesk sta le najbolj očitna primera; ta dekor je hitro in enostavno ustvarjen s prašno barvo. Možna pa je tudi bolj izvirna poslikava: s tridimenzionalnim učinkom, z reprodukcijo videza lesa, z imitacijo zlata, marmorja in srebra.



Nedvomna prednost praškastega premaza je možnost dokončanja vseh del z nanosom ene plasti, pri delu s tekočimi sestavki pa je to nedosegljivo. Poleg tega vam ne bo treba uporabljati topil in spremljati viskoznosti sestave barve. Neuporabljen prah, ki se ni prijel na želeno površino, lahko poberete (pri delu v posebni komori) in ponovno poškropite. Posledično je s stalno uporabo ali z velikimi enkratnimi količinami dela barva v prahu donosnejša od drugih. In dobra stvar je, da ni treba čakati, da se plast črnila posuši.
Vse te prednosti, pa tudi optimalno okolju prijaznost, odsotnost močnega prezračevanja, možnost skoraj popolne avtomatizacije dela, je vredno upoštevati.


Ne pozabite na negativne vidike te tehnike:
- Če se pojavi kakšna napaka, če se premaz poškoduje med delovanjem ali kasnejšo uporabo, bo treba celoten predmet ali vsaj eno njegovo ploskev prebarvati iz nič.
- Prašno barvanje doma se ne izvaja, zahteva zelo zapleteno opremo, velikost komor pa omejuje velikost predmetov, ki jih je treba barvati.
- Barve je nemogoče tonirati, prav tako je ni mogoče uporabiti za dele, konstrukcije, ki jih je treba variti, saj se ožgani deli barvne plasti ne obnovijo.

Katere površine je mogoče uporabiti?
Zaradi močnega oprijema je postopek praškastega lakiranja idealen za nerjavna jekla. Na splošno se pri obdelavi kovinskih izdelkov za gospodinjske, industrijske in transportne namene prah uporablja veliko pogosteje kot tekoče formulacije. Tako so pobarvani sestavni deli skladiščnih in trgovskih naprav, obdelovalnih strojev, kovine cevovodov in vodnjakov. Poleg enostavnosti nanašanja pozornost inženirjev na to metodo obdelave pritegne varnost barve v požarnem in sanitarnem smislu, ničelna stopnja njene toksičnosti.
Kovane strukture, izdelki iz aluminija in nerjavečega jekla so lahko prašno lakirani. Ta način nanašanja premazov se uporablja tudi v proizvodnji laboratorijske, medicinske opreme in športne opreme.



Izdelki iz železnih kovin, vključno s tistimi z zunanjo plastjo cinka, keramike, MDF, plastike so lahko tudi dobra podlaga za prašno lakiranje.
Barve na osnovi polivinil butirala se odlikujejo po povečanih dekorativnih lastnostih, so odporne na bencin, ne prevajajo električnega toka in dobro prenašajo stik z abrazivnimi snovmi. Sposobnost preživetja vdora vode, tudi slane, je zelo uporabna pri ustvarjanju cevovodov, grelnih radiatorjev in drugih komunikacij v stiku s tekočino.
Pri nanosu posebnega prahu na površino aluminijastega profila prednost ni toliko protikorozijska zaščita kot lep videz. Bodite prepričani, da izberete način delovanja, odvisno od sestave barvila in značilnosti substrata, upoštevajte posebnosti opreme. Aluminijasti profil s termičnim vložkom se obdeluje največ 20 minut pri segrevanju na največ 200 stopinj.Elektrostatična metoda je slabša od tribostatične pri barvanju kovinskih izdelkov s slepimi luknjami.



Uporaba fluorescenčne barve v prahu se izvaja pri delu na prometnih znakih in drugih informacijskih strukturah, ko je svetenje v temi pomembnejše. Večinoma se uporabljajo aerosolne formulacije, ki so najbolj praktične in ustvarjajo najbolj enakomeren sloj.



Kako vzrejati?
Vprašanje, kako razredčiti barvo v prahu, v kakšnem razmerju jo je treba razredčiti pred premazom, načeloma ni pred strokovnjaki. Kot že veste, se barvanje s to vrsto barve izvaja v popolnoma suhi obliki in ne glede na to, kako eksperimentatorji poskušajo razredčiti, raztopiti to mešanico, jim ne bo uspelo.

Poraba
Privlačnost praškaste barve je nesporna. Vendar pa morate natančno določiti potrebo po tem, ugotoviti, koliko barvne sestave gre na m2. Najmanjša debelina ustvarjene plasti je 100 mikronov, da bi zmanjšali uporabo barvila, je zaželeno, da ga razpršite. Aerosolna metoda nanašanja vam omogoča, da porabite od 0,12 do 0,14 kg materiala na 1 kvadratni meter. Toda vsi ti izračuni so le približni in vam omogočajo, da določite vrstni red številk.
Natančno oceno je mogoče dati, če poznamo lastnosti določene vrste barve in lastnosti podlage, na katero se nanaša. Ne pozabite, da norma, navedena na etiketah in embalažah, ki se šopirijo na reklamnih plakatih, pomeni barvanje površine, ki ne vsebuje por. Plastika ali kovina imata le rahlo poroznost, zato boste morali tudi pri barvanju uporabiti malo več barve, kot je predpisal proizvajalec.Ko je treba obdelati druge materiale, se stroški znatno povečajo. Zato ne bodite ogorčeni, ko boste na računih za storitve prašnega lakiranja našli »napihnjene« številke.


Obstajajo dekorativni, zaščitni in kombinirani premazi, glede na pripadnost določeni skupini se tvori plast različnih debelin. Upoštevati morate tudi geometrijsko obliko površine in težave pri delu z njo.
Barvanje
Kot že veste, doma ni mogoče ničesar pobarvati s praškastimi barvami. Glavne težave pri njihovi uporabi v industrijskem obsegu nastanejo v procesu pripravljalnega dela. Tehnologija predvideva, da je treba najmanjšo kontaminacijo odstraniti s površine, razmastiti. Ne pozabite fosfatirati površine, da se puder bolje oprime.
Neupoštevanje metode priprave bo povzročilo poslabšanje elastičnosti, trdnosti in zunanje privlačnosti premaza. Umazanijo lahko odstranimo med mehanskim ali kemičnim čiščenjem, izbiro pristopa določi tehnolog.


Za odstranjevanje oksidov, korodiranih območij in vodnega kamna se pogosto uporabljajo stroji za peskanje, ki brizgajo pesek ali posebne granule iz litega železa ali jekla. Abrazivne delce vrže v pravo smer stisnjen zrak ali centrifugalna sila. Ta proces poteka pri visokih hitrostih, zaradi česar se tuji delci mehansko odbijejo s površine.
Klorovodikova, dušikova, fosforjeva ali žveplova kislina se uporablja za kemično pripravo površine za barvanje (tako imenovano jedkanje). Ta metoda je nekoliko enostavnejša, saj ni potrebe po kompleksni opremi, splošna zmogljivost pa se poveča.Toda takoj po jedkanju morate sprati preostale kisline in jih nevtralizirati. Nato se ustvari posebna plast fosfatov, njena tvorba ima enako vlogo kot nanos temeljnega premaza v drugih primerih.

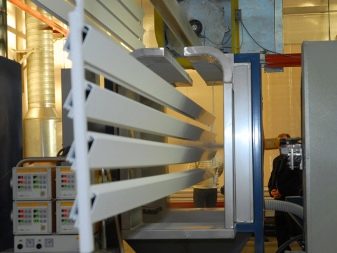
Nato je treba del postaviti v posebno komoro: ne le zmanjša porabo delovne mešanice in jo ujame, temveč tudi preprečuje onesnaženje okolice z barvo. Sodobna tehnologija je vedno opremljena z lijaki, vibrirajočimi siti in sesalnimi napravami. Če morate slikati veliko stvar, uporabljajo kamero skozi tip, relativno majhne dele pa je mogoče obdelati v slepih strojih.
V velikih industrijah se uporabljajo avtomatizirane komore za barvanje, v katerega je vgrajen manipulator formata “pištola”. Stroški takšnih naprav so precej visoki, vendar pridobivanje popolnoma dokončanih izdelkov v nekaj sekundah upraviči vse stroške. Običajno razpršilec uporablja elektrostatični učinek, to je, da prašek najprej prejme določen naboj, površina pa prejme enak naboj z nasprotnim predznakom. "Pištola" seveda ne "strelja" s smodniškimi plini, ampak s stisnjenim zrakom.



Delo se tu kar ne konča. Obdelovanec se postavi v posebno peč, kjer se pri povišani temperaturi prekrije z viskozno plastjo; z nadaljnjo izpostavljenostjo se posuši in postane homogena, čim močnejša. Pravila obdelave so zelo stroga, zato je treba ne le uporabljati profesionalne opreme, ampak celoten postopek zaupati izključno strokovnjakom. Debelina barvne plasti bo majhna, njena natančna vrednost pa je odvisna od uporabljene sestave. V nekaterih primerih je možno temeljni premaz zamenjati z drugo predhodno naneseno barvo, vedno iz anorganskih sestavin.
Upoštevajte, da je možno barvanje katerega koli materiala s prahom samo v zaščitni maski, ne glede na to, ali ste prepričani, da je komora zapečatena. Praškasto barvo je kategorično nemogoče polirati, nanese se enkrat, nato pa jo je mogoče le prebarvati ali popolnoma odstraniti. Vedno preverite naneseno plast z merilnikom debeline, da preverite točnost besed mojstrov in spremnih dokumentov.

Spodaj si oglejte postopek praškastega lakiranja.













Komentar je bil uspešno poslan.