Vse o velikostih navojev

Poznavanje vsega o velikostih navojev za navoje je zelo koristno za vsakogar, ki mora nenehno ustvarjati ta isti navoj. Paziti morate na standardne korake navojev M6 in M8, M10 in M12, M16 in M30. Prav tako boste morali preučiti dimenzije palcev in načela izbire vrtalnega dela.

Tapnite Standardni parametri
Posebna oprema za označevanje navojev je jasno razdeljena po velikosti. Vrednost se meri na več načinov. Glavni indeks niti, tudi za metrične izdelke, je nastavljen na palčni lestvici. To je enostavno videti v vsakem opisu takih izdelkov. Torej, za pipe M6 je navoj izdelan s prerezom 0,1 cm, v tem primeru je lahko velikost luknje za rezanje od 4,8 do 5 mm.

Za izdelke kategorije M6 bo tipičen glavni korak 1,25 mm. In preluknjani prehod za izdelek s premerom 8 mm doseže 6,5-6,7 mm. Za manjše konstrukcije (M5) se te mere štejejo za enake kot 0,8 mm oziroma 4,1-4,2 mm. Zanimiva je primerjava tega modela z velikim proizvodnim modelom - M24. Korak oblikovanja utora bo 3 mm, pristajalni kvadrat pa je enak 1,45 cm.
Naprava za označevanje kovin tipa M12 omogoča narezovanje skozi 1,75 mm. Prerez luknje bo 9,9 ali 10 mm. Za manjše M10 se predpostavlja, da so takšni indikatorji 1,5, 8,2 oziroma 8,4 mm (v primeru najmanjšega in največjega prehoda).

Včasih se uporabljajo pipe M16. Takšna orodja vam omogočajo praskanje navojev z režami 2 cm, s kanali najmanj 1,35 cm in največ 1,75 cm.
V nekaterih primerih je potrebno položiti utore z intervalom 2,5 mm. Takrat pomagajo pipe iz kategorije M20. Pri njihovem delovanju se oblikujejo prehodi s presekom najmanj 1,5 cm, dimenzije in parametri delovanja (v centimetrih) nekaterih drugih označevalnih naprav pa so prikazani v spodnji tabeli. Pomembno je razumeti, da vse zgoraj navedeno velja samo za metrične niti.
|
Indeks vrste |
Zarezni hod |
Razdelek kanala |
|
M7 |
0,1 |
0,595 |
|
M9 |
0,125 |
0,77 |
|
M2 |
0,04 |
0,16 |
|
M4 |
0,07 |
0,33 |
|
M11 |
0,15 |
0,943 |
|
M18 |
0,25 |
1,535 |
|
M22 |
0,25 |
1,935 |
|
M24 |
0,3 |
2,085 |
|
M30 |
0,35 |
2,63 |
|
M33 |
0,35 |
2,93 |
|
M42 |
0,45 |
3,725 |
|
M48 |
0,5 |
4,27 |
|
M60 |
0,55 |
5,42 |
|
M68 |
0,6 |
6,17 |
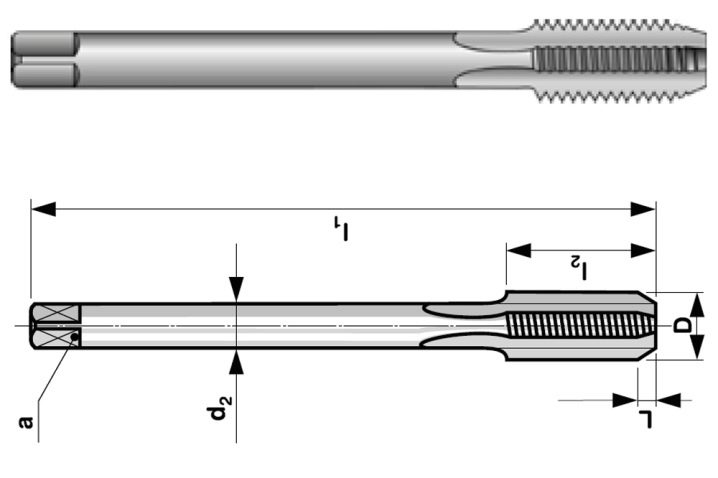
Normalizirane so tudi tipične dimenzije stebla (v milimetrih):
- 2,5x2,1 (za pipe, ki niso večje od M1,8);
- 2,8x2,1 (M2-M2,5);
- 3,5x2,7 (samo za navoje M3);
- 4,5x3,4 (samo za opremo za označevanje M4);
- 6x4,9 (od M5 do vključno M8);
- 11x9 (M14);
- 12x9 (samo M16);
- 16x12 (samo M20);
- 20x16 (označevalne naprave M27).
Obstajajo tudi repi:
- 14x11;
- 22x18;
- 25x20;
- 28x22;
- 32x24;
- 40x32;
- 45x35.

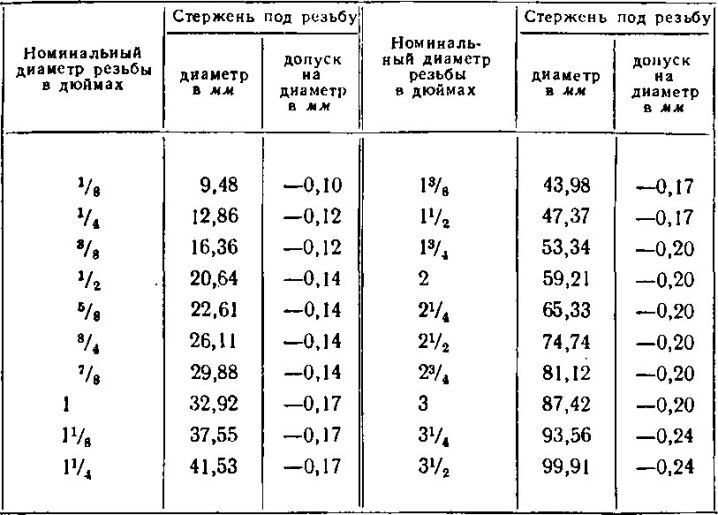
Velikosti v palcih
Posebni so za izdelke, poslane iz ZDA in Združenega kraljestva. Če je presek utorov 3/16, potem je luknja postavljena strogo od 0,36 do 0,37 cm, precej priljubljene 1/4-palčne pipe pa naredijo tubule 5-5,1 mm, za izdelke razreda 3/8 pa bodo te številke 7 , 7 oziroma 7,9 mm. Razmik žlebov (v milimetrih) bo enak:
- 1,058;
- 1,27;
- 1,588.

Format 1/2 predvideva razmik utorov 2,117 mm. V tem primeru je položen prehod 1,05 mm. Inčni svedri imajo korak navoja 3,175 mm. Luknja doseže 2,2 cm v premeru. Največji modeli spadajo v kategorijo 17/8. Korak navoja je 5,644 mm, premer luknje pa bo dosegel 4,15 cm.
Treba je opozoriti, da poleg metričnih in palčnih označevalnih naprav obstajajo tudi tiste, ki so namenjene označevanju lukenj v ceveh. Za orodje 1/8 palca je hod navoja 28 niti na palec. Če spada v kategorijo 1/2, se navoj oblikuje z intervalom 14 obratov na palec.
Sami prerezi rezov bodo enaki 0,8566 in 1,8631 cm, dvopalčna cevna pipa naredi 11 navojev na palec, presek rezov pa je 5,656 cm.
Kako izbrati premer svedra?
Velikost lukenj se danes še naprej določa po GOST iz daljnega leta 1973. Čeprav je bil ta standard večkrat revidiran, so njegove norme dosledno potrdile svojo ustreznost. Glede dela v industriji, energetiki in drugih področjih se ni nič spremenilo. Univerzalni pristop je značilen za obdelavo železnih in neželeznih kovin. Če želite določiti parametre, potrebne za rezanje notranjega navoja, začnite z vrtanjem podvozja.
To se naredi z dvojnim polmerom. Previdno preverite, ali je kanal med vrtanjem 0,1-0,2 cm ožji od zahtevanega odseka. V nasprotnem primeru potem ne bo delovalo zavijanje z natančno upoštevanimi dimenzijami. Izbira svedrov se izvaja ob upoštevanju merilnega standarda, na milimetrski ali palčni lestvici. Upoštevati je treba tudi število niti za klicanje.
Eno in isto tuljavo lahko označimo na različne načine. Vgradi se z merjenjem razmika med sosednjimi stranicami na profilu. Preštejte prvih 10 niti. Nato ocenijo število milimetrov med njima in to številko zmanjšajo za 10-krat. Podobno se izračuna tudi hod, le da se izračuna že iz zavojev ene niti.

Lastnosti krhkih in trdih zlitin se razlikujejo od lastnosti mehkih nodularnih kovin. Ljudje, ki izbirajo navojne navoje, pogosto pozabijo na to. Torej, v mehkih materialih potrebuje navoj M8 luknjo 6,8 mm. V trdnem - 0,1 mm manj.
Priporočljivo je tudi, da upoštevate mejna odstopanja v premeru, določena v GOST, in bodite pozorni na razliko med običajnimi in brez čipov.















Komentar je bil uspešno poslan.