Pregled vodilnih vijakov

Pregled vodilnih vijakov je zelo pomemben za različne mehanske sisteme in aplikacije. Obstajajo takšne modifikacije z matico za močvirje, trapezno za dviganje in stružnico, za primež, za CNC stroje in druge vrste. Razlikujejo se po metodah pritrditve.


Za kaj je to potrebno?
Vodilni vijak se največkrat uporablja pri strojih, kjer se režejo navoji. Njegovo vrtenje se spremeni v translacijsko gibanje čeljusti zaradi matične matice. Za nadzor hitrosti zvijanja, to je intenzivnosti podajanja, se uporablja posebna škatla. Za delovanje vodilnih vijakov potrebujete posebno matico. Najsodobnejše zasnove zagotavljajo premikanje delov z natančno določeno natančnostjo.
Kar zadeva vodilne vijake za močvirja, imajo v tem primeru popolnoma drugačno vlogo - to so lite propelerske strukture. Izvenkrmni motorji so opremljeni s takimi izdelki. Veliki dobavitelji imajo običajno na zalogi velike zaloge tovrstnih rezervnih delov.
Pomembno vlogo imajo tudi vodilni vijaki za primež. Vsi taki deli so izdelani iz visokokakovostnega jekla, pogosto so predelani s stružnicami.

Ne morete računati, da boste dobili vodilni vijak doma.Tudi če lahko kupite en ali drug model stružnice, boste še vedno potrebovali druga orodja, posebne rezalnike, ki vam omogočajo oblikovanje navojev zahtevanih velikosti in vrst. Glavna vloga vijaka je vzdrževati translacijsko premočrtno gibanje. Velikost delov ima svoje omejitve, ki jih določa zasnova primeža. Toda vodilni vijaki se lahko uporabljajo tudi za različne vrste CNC. Te podrobnosti spet opravljajo najpomembnejšo funkcijo - preoblikovanje gibanja.
Vodilni vijak v sodobnih strojih se lahko razlikuje po različnih oblikah. V domačih vzorcih se včasih uporablja navojni čep. Bolj popolna možnost je "vijačna matica". Včasih vzamejo tudi trapezni vijak, vendar je ta vrsta ligamenta kljub povečani trdnosti precej draga, zato se uporablja vse manj. Vodilni vijak se lahko uporablja tudi kot del dvižnega mehanizma. Podobne komponente so tudi skupni deli:
- navojni pogon v vijačni stiskalnici;
- stiskalnice drugih vrst;
- podajalni mehanizmi različnih orodij.


Vrste in značilnosti
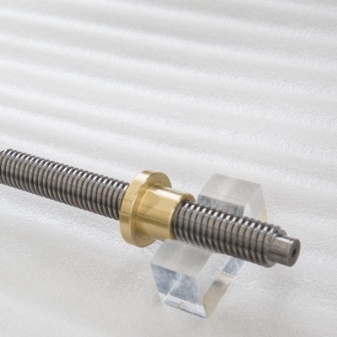
Opis parametrov vodilnih vijakov je primerno začeti z dejstvom, da se vedno uporabljajo kot sestavni del kompleksnejšega mehanskega vezja. Natančnost gibanja posameznih delov mehanizmov je odvisna od njihove kakovosti in skladnosti s potrebnimi parametri. Najpomembnejše merilo stopnjevanja je odsek niti. V večini primerov se uporabljajo trapezni rezi. Ta pristop omogoča doseganje veliko večje mehanske trdnosti kot v drugih primerih.
Če dodatno uporabite razcepno matico, bo mogoče skrbno prilagoditi aksialne razdalje. Priprava in brušenje trapezne niti je precej preprosta.Vendar pa bo v nekaterih situacijah pravokotna nit bolj privlačna rešitev. Omogoča vam zmanjšanje radialnega odmika vijaka, zato se zmanjša tudi odstopanje od optimalne poti.
Takšna izvedba je še posebej dragocena v tistih vejah tehnike, kjer je natančnost gibov na prvem mestu.

Trapezni sistem narezkov je značilen za drsna orodja. V tem primeru so majhni profilni koti zelo uporabni. Najpogosteje se uporablja srednji rezalni korak, za posebne naloge pa se uporabljajo majhni in veliki. Majhen korak je priporočljiv za relativno natančne in hkrati počasne mehanizme. Velika - v primerih, ko je obremenitev znatna.
Sodobna industrija obdelovalnih strojev vse bolj uporablja "valjne vijačne pare". Še posebej veliko teh delov se uporablja v opremi s programskim krmiljenjem. V tem primeru je vodilni vijak kombiniran z matico. Za zagotovitev, da so jasno seznanjeni, se uporabljajo posebne kroglice. Propelerski par ne more sam zavirati; uporablja se pri prevajanju rotacijskega giba v translacijski in pri obratni spremembi.


Pri pritrdilnih elementih klasičnega tipa se običajno uporablja navoj z enim zagonom. Vse je sestavljeno iz ene same spirale, intervali med zavoji so popolnoma enaki. Za obračanje matice pride do premika na strogo določeni razdalji. Nit z več začetki je sestavljena iz dveh ali več spiral. Še vedno se upošteva načelo ohranjanja enake razdalje, vendar je razmik med zavoji v posamezni spirali večji kot med zavoji iz različnih spiral.
Tehnične lastnosti opreme, v katero se vgrajuje, so odvisne od materiala in dimenzij okovja. Na primer, za dvigalke bo ta indikator skupna nosilnost. Za izdelavo svinčenih vijakov se lahko uporabljajo nitrirane vrste jekla:
- 40HFA;
- 30X3VA;
- 18HGT;
- 7HG2VM.

Obstajajo takšne dimenzije, kot so:
- 10x1,5;
- 10x2;
- 10x3;
- 10x4;
- 10x7;
- 10x8;
- 10x12;
- 10x14 mm (in nekatere druge možnosti).
V nadaljevanju pogovora o dimenzijah vodilnih vijakov, izraženih v mm, je treba opozoriti na model TR30x6 (kot pove že ime, prerez je 30, korak navoja pa 6 mm). Skupna dolžina izdelka je 3000 mm.
Najdete lahko tudi modele s premerom:
- 160 mm;
- 20 mm;
- 8 mm (in nekatere druge vrednosti).


Montažne metode
V nekaterih primerih se za ojačitev strukture uporabljajo preprosti ležaji modela 61701 ali njihovi natančni analogi. Zategovanje je treba opraviti previdno, z izbiro tesnil, da se izognete zagozditvi. Za izdelavo tesnil se uporabljajo avtomobilske sonde. Trapezni vijak je pritrjen v nosilec ležaja z maticami ustrezne velikosti. Natančnejša in učinkovitejša rešitev je končna obdelava.
Zelo težko je narediti takšno manipulacijo s krogličnimi vijaki - imajo utrjene površine. Navadna kovina navadnega vijaka, zlasti zaradi trapezne oblike, se obdeluje brez težav. V hujših primerih se uporablja teleskopska zaščita tekalnih pritrdilnih elementov. Običajno je dobavljen za vsak posamezen model stružnice posebej. V menjalnikih posebne manšete pomagajo zaščititi vodilne vijake.


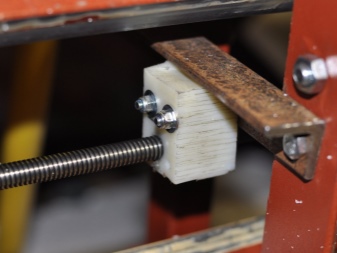
Za izdelavo takšnih manšet se uporabljajo skrbno izbrani materiali s povečano odpornostjo proti obrabi. Če je izračun in natančna obdelava vodilnega vijaka na zahtevane dimenzije težka, boste morali uporabiti posebne že pripravljene komplete. Pri samostojni izdelavi pritrdilnih elementov boste morali izdelati tudi ustrezno matico.V primeru stružnice je potrebna dvojna matica, saj lahko enojno matico močno prizadene reža, ki nastane med proizvodnim procesom ali med delovanjem.
Luknja pri namestitvi vodilnega vijaka na stroj mora biti izdelana s toleranco za naknadno stiskanje. Gred se lahko namesti v drsno prileganje. Da, v domačih razmerah je precej težko doseči takšno raven (na primer h6/L0), vendar je zelo pomembno.


V nasprotnem primeru bo zaradi neskladja s kvalifikacijo prišlo do nerazumno močnega povratnega učinka in nemogoče je računati na natančnost stroja. Sam postopek stiskanja doma je povsem mogoč, če uporabite nekoliko spremenjen snemalec ležajev.
Luknja mora biti gladka. Površinski parametri - ne slabši od Ra 0,64. Zato je zagotovljeno, da brez pomoči strokovnjakov ne boste mogli. V nekaterih primerih se dodatno uporablja tesnilo za navoje - to odpravlja zrahljanje.
Če so odrezani konci preozki, boste morali na vsako stran namestiti nedvojni ležaj ali pa bolj izvrtati vrat.

V naslednjem videu vas čaka vrtinčno rezanje vodilnega vijaka stružnice 16K20.













Komentar je bil uspešno poslan.