Vse o argonski varilni žici

Poznavanje vsega o žici za varjenje z argonom je enako obvezen trenutek za vsakega varilca kot sposobnost izbire elektrod, vrst in značilnosti toka. Izbira te žice tudi ni tako preprosta, kot se zdi. Da, in njegova uporaba lahko grozi s številnimi pastmi, če se ne izvaja pravilno.

Posebnosti
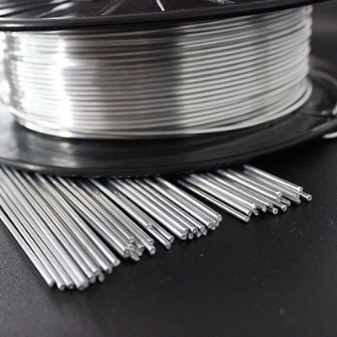
Glavna značilnost žice za argonsko varjenje je njen videz. V večini primerov so te komponente zvite kovinske palice. Takšne bobine morate vstaviti v mehanizem podajanja. Sama vhodna žica ima lahko trdno ali votlo strukturo. Obstajajo tudi izdelki z vključki. Dodatni material mora biti popolnoma enak materialu obdelovanca.
Vsi poskusi kršitve tega pravila ne bodo pripeljali do nič dobrega. Pošiljka v kolutih je primerna za industrijsko uporabo. V ročnem načinu se žica dovaja v delovno območje, predvsem med ročnim delom. Na splošno tehnologija ne nalaga nobenih drugih posebnih zahtev.


Vrste
Trdna vrsta žice se pridobiva iz čiste kovine. Sestava takšnih naprav ne sme vsebovati nobenih nečistoč, prav tako se ne sme uporabljati dodatkov. Kljub svoji enostavnosti so te vrste žice najpogosteje uporabljene pri varilcih. Prav ti se večinoma uporabljajo za varjenje v plinastem okolju. Praškasta žica praktično ni primerna za varjenje z argonom, ker je namenjena posebej za zamenjavo zunanjega plinskega ščita s snovmi, ki se sproščajo med taljenjem prahu.
Najbolj zanimiv je aktiviran izdelek. Združuje prednosti trdnih in praškastih raztopin brez njihovih pomanjkljivosti. Razlike veljajo tudi za vrsto varjenih materialov. Polnilna žica za obdelavo železnih kovin z argonom je ena najpogostejših možnosti. Glavna distribucija je:
- polnjena žica je prisiljena obdelati ogljikova jekla, ki so kasneje toplotno obdelana (čeprav to običajno ni najboljša izbira);
- aluminij je potreben za delo z aluminijem (lahko vsebuje mangan, silicij, magnezij in druge vključke);
- nerjavna varilna žica - uporablja se pri delu z jeklom, legiranim s kromom ali nikljem;
- pobakreno (uporablja se predvsem pri varjenju močno legiranih ali srednje legiranih obdelovancev);
- preprosto jeklo (prednostno za delo z rahlo legirano kovino).



Nerjavna žica se aktivno uporablja za kuhanje jekla, ki vsebuje krom ali nikelj. Izhod mora biti zelo kakovosten šiv.
Pojav razpok je skoraj izključen, kot tudi pojav korozijskih procesov. Pri uporabi nerjaveče žice je brizganje minimalno. Oblok bo deloval zelo aktivno in stabilno, življenjska doba šiva pa se bo opazno povečala.
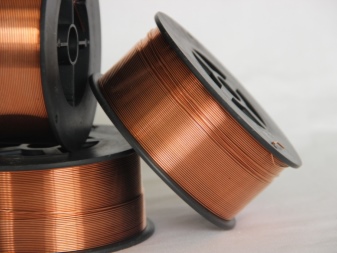
Pobakrena žica ima enake pozitivne lastnosti kot njena nerjavna različica.Poleg tega pomaga prihraniti tudi konice, ne glede na uporabljeni varilni stroj. Dobave pobakrene žice običajno pomenijo njeno navijanje na plastično kaseto. Tipična debelina se giblje od 0,6 do 1 mm. Pobakrena žica (na primer SV-08G2S) olajša ponovni zagon varilnega obloka in pomaga stabilizirati njegovo gorenje v katerem koli načinu. Alternativni izdelek ESAB je zasnovan za delo z:
- orodno jeklo;
- jeklene zlitine za uporabo v ladjedelništvu;
- žigosana kovina;
- aluminij;
- lito železo.

Preprosta jeklena žica za varjenje z argonom je uporabna na skoraj vseh področjih industrijske proizvodnje. Ta potrošni material je razvrščen glede na veliko število kazalnikov. Zelo pomembno vlogo poleg preseka igra mehanska trdnost materiala. Pomembna je tudi njegova natančna kemična sestava – kot vedno, čim bližje obdelovancu, tem boljše in učinkovitejše je delo. Uporablja se lahko samo žica, označena s kratico "Sv", njen prerez je od 0,03 do 1,2 cm.
Po aluminiju je povpraševanje pri obdelavi aluminijevih zlitin, kjer je delež silicija omejen na 3 %. Mejna vsebnost bakra v tem primeru znaša od 3 do 5%. Podoben polnilni material:
- zagotavlja povečano moč;
- daje enako barvo kot praznine;
- ni slabša od odpornosti proti koroziji aluminijastih konstrukcij.
Aluminijevi dodatki so v povpraševanju pri proizvodnji avtomobilov, rečnih in morskih plovil. Takšna žica se uporablja precej množično pri varjenju konstrukcij v stiku z vodo.Vendar je pomembno razumeti, da se čisti aluminij v praksi ne uporablja, vedno se meša z drugimi snovmi - sicer ni mogoče zagotoviti zadostne trdnosti.
Ta točka je značilna tudi za dodatke za varjenje. Vendar tam delež aditivov ne presega 1 %.



Izbira
Bistvo so nenehne manipulacije. Žica, izdelana posebej za varjenje z argonom, ni primerna za rezanje (in obratno). Treba je posvetiti pozornost premeru izdelkov. Povsem naravno je, da čim debelejša je kovina, večji mora biti dodatek. V večini primerov je izbrana žica s presekom 3 mm.
Upoštevati je treba, da so lahko v varilni žici prisotne posebne komponente za izboljšanje. Tehnične lastnosti izdelka so odvisne od njihove količine in deležev. Prav tako morate biti pozorni na označevanje žice. Črkam "C" sledi številka, ki predstavlja koncentracijo ogljika. Nadalje so navedene dodatne kovine, če je koncentracija kovine 0,99 % ali manj.



Navodila za uporabo
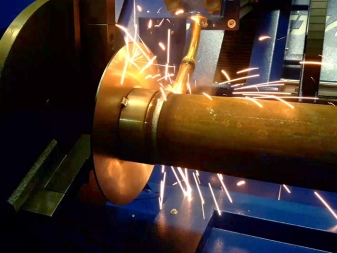
Varilno žico lahko uporabljate v avtomatskem ali polavtomatskem načinu. Dovod argona mora potekati strogo sinhrono z dodajanjem aditiva. Uporabiti boste morali tudi specializiran gorilnik. Uporabljati naj bi enosmerni tok z direktno polarizacijo. Delovanje na izmenični tok pomeni uporabo oscilatorja, vendar se v praksi ta vrsta manipulacije kaže le pri delu z majhnimi tankostenskimi cevmi.
Včasih se uporablja tudi ročno varjenje z argonom. Operater z eno roko drži posebno gorilnico, z drugo pa žico. Slednji se dovaja v delovno območje čim bolj gladko. Ta metoda zahteva trdno, močno roko in stabilno oko.
In tudi v takih pogojih je nemogoče delati dolgo in stabilno, zato je zelo zaželeno, da še vedno uporabljate vsaj polavtomatsko napravo.














Komentar je bil uspešno poslan.