Značilnosti polnjene žice
Postopek varjenja jeklenih konstrukcij z elektrodami ni vedno udoben. Težave pri izvajanju tega postopka opazimo na odprtem območju, višini.
Da bi se izognili nastanku slabe kakovosti šivov, nekateri obrtniki uporabljajo praškasto vrsto žice.

Kaj je to?
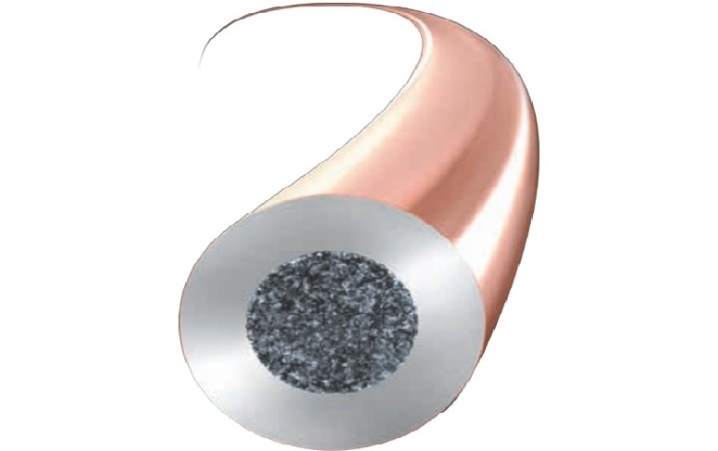
Varilna žica velja za pomemben del večine sodobnih varilnih tehnologij. Prašni atribut ima obliko votle kovinske cevi, znotraj katere se nahaja talilo, ali pa je v kombinaciji s kovinskim prahom. Ta žica se uporablja za izdelavo zvarov pri polavtomatskem brezplinskem varjenju. Zahvaljujoč sodobnemu videzu tega atributa se izvede enostaven vžig obloka, pojavi pa se tudi stabilen proces zgorevanja.
Proizvodnja polnjene žice temelji na strogi skladnosti z GOST, zato njena uporaba zagotavlja visokokakovosten rezultat. Prisotnost v cevi fine frakcije železa, fosforja, kroma zagotavlja naslednje točke:
- stabilizacija temperature v predelu kopalne kadi, pa tudi okoli loka, dokler ne postane primeren za uporabljeni material;
- stimulacija mešanja staljene kovine na delih, pa tudi na elektrodi;
- enakomerno zapiranje šiva po celotni širini pred stikom s plinom;
- zagotavljanje enakomernosti vrenja in odsotnosti brizganja;
- povečanje hitrosti varjenja delov.


S pomočjo polnjenih žic se navarjanje izvede na delih, pa tudi postopek varjenja na katerem koli mestu, odvisno od razpoložljivosti posebne opreme. Glede na namen lahko sestava cevi vključuje magnezite ali fluorit. Če je treba obdelati ognjevzdržni material, je vredno uporabiti žico, kjer sta prisotna grafit in aluminij, saj povečata temperaturo.
Slabosti te vrste varilnega materiala so visoki stroški, ozka specializacija, težave pri varjenju listov, debelejših od enega in pol milimetrov.

Primarne zahteve
Varilna žica s polnjenjem (fluks) se uporablja za polavtomatsko varjenje brez plina in je cevastega videza. Notranja votlina atributa je napolnjena s cvetnim prahom posebne sestave. Osnova je polarni trak iz kovine. Končna faza ustvarjanja takšne žice je skrbno raztezanje do zahtevanih dimenzij.
Vsaka vrsta fluksne žice mora izpolnjevati naslednje zahteve:
- enakomerno stopite in se izogibajte pretiranemu brizganju;
- zanj je značilna stabilnost in lahkotnost pri pojavu električnega obloka;
- žlindra, ki nastane med varjenjem, mora biti enakomerno porazdeljena in ne prodreti v šive;
- imajo gladek šiv brez prisotnosti razpok, por.

Primerjava s konvencionalno žico
Žica za varjenje je razdeljena na več vrst, od katerih se najpogostejša lahko imenuje praškasta in trdna. Kljub nekaterim razlikam se oba atributa uporabljata precej pogosto. Trdna vrsta žice ima bakreno prevleko in se lahko uporablja tudi skupaj z inertnimi plini, česar pa ne moremo reči o drugi vrsti varilnega atributa.
Poleg tega je proizvodnja polnjene žice valjanje kovinskega traku, njegovo valjanje s trakom z dodatkom fluksa.
Polna žica ima nižje stroške, vendar nima nekaterih prednosti polnjene žice, kot so:
- uporaba pri navpičnem varjenju navzgor;
- delo s pocinkanim jeklom in drugimi sortami, ki jih je težko variti;
- nezmožnost dodajanja različnih snovi znotraj žice.

Oglejte si pregled
Vsak varilec bi moral vedeti, da danes obstaja več vrst polnjene žice, ki se lahko uporablja za termično brizganje, elektroobločno prevleko, legirano jeklo in številne druge namene. Sodeč po značilnostih sort tega varilnega atributa ima vsak izdelek določen premer, oznako, material lupine, pa tudi aluminij, železo ali drugo polnilo.
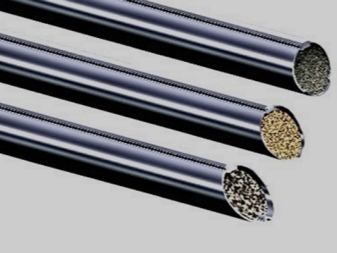
Kovinske cevi so po obliki razdeljene na okrogle, pri katerih so robovi spojeni od konca do konca, s ključnimi zavoji in tudi večplastni.
Glede na značilnosti uporabe so atributi prahu razdeljeni na takšne sorte.
Plinski ščit
Ta vrsta žice zahteva zapiranje nad zvarnim bazenom. V ta namen se uporablja argon ali drug inertni plin. Atribut plinskega ščita za varjenje se običajno uporablja za varjenje ogljikovega, nizko legiranega jekla. Ta žica ima naslednje prednosti:
- stabilnost obloka;
- enostavnost sproščanja žlindre na površino;
- pomanjkanje poroznosti;
- malo brizganja;
- enostavnost odstranjevanja žlindre.
Za takšne cevi je značilna globoka penetracija. Njihova uporaba je v povpraševanju pri ustvarjanju spojev na sklepih in vogalih, pa tudi pri prekrivanju med izdelavo kovinskih konstrukcij in cevi.


samozaščitni
Samozaščitena cev je dobra možnost za polavtomatsko delovanje v vsakem prostoru, tudi na terenu. Ta atribut varjenja ne zahteva prisotnosti dodatnih vrst potrošnega materiala. Med delom na kopeli je opaziti kopičenje oblaka iz mešanice plinov. Zaradi uporabe samozaščitne žice se na šive nanese enakomeren tok, medtem ko vroče spoje skrije s širokim trakom. Ta vrsta polnjene žice je našla svojo uporabo pri varjenju materialov v neopremljenih pogojih. Z njegovo pomočjo spajkajte izdelke iz aluminija, pa tudi njihove zlitine.


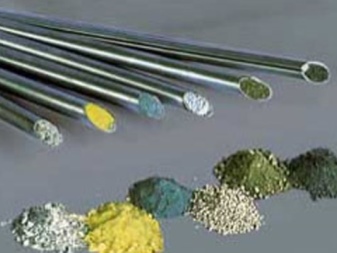
Praški, ki so koncentrirani v polnilu varilne žice, lahko opravljajo naslednje funkcije:
- doping;
- deoksidacija;
- stabilizacija obloka;
- poenostavitev oblikovanja enotnosti šivov.
Odvisno od sestave prahu je lahko samozaščitna žica:
- fluorit;
- fluorit-karbonat;
- rutil;
- rutil-fluorit;
- organski rutil.

Značilnosti uporabe
Uporaba polavtomatske naprave med varjenjem prispeva k hitremu šivanju, saj se praškasti izdelki dobavljajo brez prekinitev. Ker plinska cev morda ni vedno na voljo za delo, vam ta metoda omogoča varjenje kovin v okolju zaščitnega plina. Praktično vsak zna pravilno kuhati brez plina, posebno pozornost pa je treba nameniti površini in nastavitvi. Pri mehaniziranem varjenju je nujno upoštevati trenutne parametre, polarnost, pa tudi pravilno tehniko izvedbe.
Pri delu s to kovinsko napravo obstaja nekaj odtenkov, na katere mojster ne sme pozabiti. Za uspešno vodenje loka in oblikovanje šiva je vredno pripraviti ravno površino. Pri delu s polavtomatskimi napravami je to mogoče doseči s preklopom kontaktov v notranjosti enote.
Žica, ki gre do gorilnika, mora biti povezana z masnim kablom, nasprotna žica pa mora biti preklopljena na priključek gorilnika.


Pomembna točka pri delu je namestitev valjev, ki v celoti ustrezajo premeru uporabljene žice. Na strani valja je informacija o razponu premera. Valja s premičnim tipom ne smete tesno zategniti, saj je za žico značilna votla struktura in ta dogodek lahko povzroči njeno deformacijo ali pojav blokade v kabelskem kanalu.
Za da bo vlečenje žice neovirano, boste morali odstraniti konico, ki se nahaja na izstopu vpenjalnega elementa. Njegovo navijanje se izvede, ko se potrošni element pojavi s konca tega kanala. Premer konice mora biti izbran tudi glede na velikost žice, saj lahko velika luknja povzroči težave pri nadzoru obloka. Med tem postopkom se ne uporablja noben plin, zato namestitev šobe ni potrebna. Da preprečite, da bi se pršilo prijelo na konico, jo popršite s posebej zasnovanim izdelkom.


Pri varjenju s polnjeno žico bo šiv vedno pod nadzorom, zato bo navzven tehnologija podobna standardni uporabi elektrod.
Ker praškasti atribut varjenja nima mehanske trdnosti in togosti, strokovnjaki priporočajo uporabo posebnega mehanizma, ki zagotavlja kontinuiteto samodejnega napajanja elementa.
V procesu varjenja pride do intenzivnega nastajanja žlindre, ki jo je treba hitro odstraniti s kovinsko krtačo. V nasprotnem primeru lahko žlindra vstopi v delovno območje, kar bo povzročilo nastanek napak in zmanjšanje mehanske trdnosti.


Žica s polnjenjem je lahko v celoti izdelana iz kovine ali polnjena s fluksom, da opravlja naloge plina. Pri uporabi tega varilnega atributa se lahko izkaže, da je šiv manj kakovosten kot običajno, vendar v nekaterih primerih brez praškastega dodatka ni mogoče.
Prevoz plinskih jeklenk ni vedno primeren, zato lahko poveljnik uporabi žico s polnjenjem, na primer na višini ali na neugodnem mestu. Kot kaže praksa, se za domačo uporabo z majhno količino dela ta možnost varjenja izkaže za drago. Toda v proizvodnji, pri uporabi praškastih cevi, lahko hitro in kakovostno varjenje izvedejo tudi neizkušeni strokovnjaki. Ugotovljeno je bilo tudi, da se takšno varjenje lahko upraviči pri nanosu dolgega šiva, sicer dobimo veliko odpadkov.


O varjenju s polnjeno žico je opisano v naslednjem videu.













Komentar je bil uspešno poslan.