Razvrstitev in izbira varilne žice

Varilna dela so lahko avtomatska in polavtomatska in se lahko izvajajo z različnimi materiali. Da bi bil rezultat potekajočega procesa uspešen, je smiselno uporabiti posebno varilno žico.


Kaj je to in zakaj je potrebno?
Varilna žica je kovinska nit, najpogosteje navita na kolut. Opredelitev tega elementa nakazuje, da predvsem prispeva k ustvarjanju močnejših šivov, brez por in nepravilnosti. Uporaba filamenta zagotavlja proizvodnjo z minimalno količino ostankov in nizko stopnjo tvorbe žlindre.
Naprava je pritrjena v podajalniku, po kateri se žica v avtomatskem ali polavtomatskem načinu dostavi v varilno cono. Načeloma se lahko podaja tudi ročno z enostavnim zvijanjem tuljave.
Dodatni material je podvržen zahtevam, ki se nanašajo ne le na kakovost, ampak tudi na primernost delov, ki jih je treba obdelati.
Oglejte si pregled
Razvrstitev varilne žice se izvaja glede na značilnosti, lastnosti in opravljene naloge.
Po dogovoru
Poleg žice za splošno uporabo obstajajo tudi sorte za varjenje v posebnih pogojih. Kot možnost, kovinski filament se lahko uporablja za postopek s prisilnim tvorjenjem zvara, za delo pod vodo ali s tehnologijo kopeli. V teh primerih mora imeti žica poseben premaz ali posebno kemično sestavo.

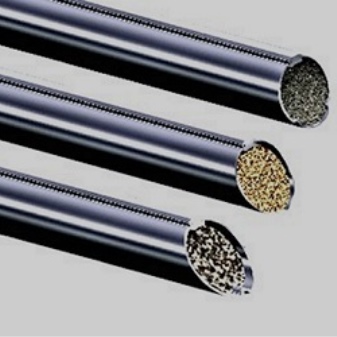
Po zgradbi
Glede na strukturo žice je običajno razlikovati trdne, praškaste in aktivirane sorte. Polna žica je videti kot kalibrirano jedro, pritrjeno na tuljave ali kasete. Možno je tudi polaganje v vrstah v zalivih. Včasih palice in trakovi postanejo alternativa takšni žici. Ta sorta se uporablja za avtomatsko in polavtomatsko varjenje.
Polnjena žica s polnjenjem je videti kot votla cev, napolnjena s talilom. Nasprotno pa se ne sme uporabljati na polavtomatskih strojih, saj je navijanje niti težko. Poleg tega delovanje valjev ne sme spremeniti okrogle cevi v ovalno. Aktivirana folija je prav tako kalibrirano jedro, vendar z dodatkom komponent, ki se uporabljajo za polnjene žice. Na primer, lahko je tanek sloj.

Po vrsti površine
Varilna folija je lahko pobakrena in ne pobakrena. Pobakreni filamenti izboljšajo stabilnost varilnega obloka. To se zgodi zato, ker lastnosti bakra prispevajo k boljši oskrbi toka v območju varjenja. Poleg tega se zmanjša upor dovajanja. Žica brez bakra je cenejša, kar je njena glavna prednost.
Vendar pa ima neprevlečena nit lahko polirano površino, zaradi česar je nekakšna vmesna povezava med dvema glavnima sortama.

Sestava
Pomembno je, da se kemična sestava žice ujema s sestavo materialov, ki se obdelujejo. Zato v tej klasifikaciji obstaja veliko število vrst polnilnih niti: jeklene, bronaste, titanove ali celo legirane, sestavljene iz več elementov.

Po številu legirnih elementov
Glede na količino legirnih elementov je lahko varilna žica:
- nizko legirano - manj kot 2,5%;
- srednje legirano - od 2,5% do 10%;
- visoko legirano - več kot 10%.
Več kot je legiranih elementov v sestavi, boljše so lastnosti žice. Izboljšana je toplotna odpornost, odpornost proti koroziji in drugi kazalniki.


Po premeru
Premer žice je izbran glede na debelino elementov, ki jih je treba variti. Manjša kot je debelina, manjši mora biti premer. Odvisno od premera se določi tudi parameter varilnega toka. Tako je pri tem indikatorju manj kot 200 amperov potrebno pripraviti varilno žico s premerom 0,6, 0,8 ali 1 milimetra. Za tok, ki ne presega 200-350 amperov, je primerna žica s premerom 1 ali 1,2 milimetra. Za tok od 400 do 500 amperov bosta potrebna premera 1,2 in 1,6 milimetra.
Velja tudi pravilo, da je premer od 0,3 do 1,6 mm primeren za polavtomatski proces, ki se izvaja v zaščitnem okolju. Za izdelavo varilne elektrode je primeren premer od 1,6 do 12 milimetrov.Če je premer žice 2, 3, 4, 5 ali 6 mm, se lahko polnilni material uporabi za talilo.


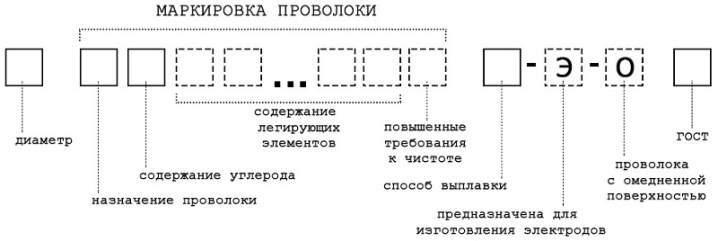
Označevanje
Označevanje varilne žice se določi glede na razred materiala, ki zahteva varjenje, kot tudi glede na delovne pogoje. Označen je v skladu z GOST in TU. Za da bi razumeli, kako poteka dekodiranje, si lahko ogledate primer žice znamke Sv-06X19H9T, ki se pogosto uporablja pri električnem varjenju in je zato zelo priljubljen. Kombinacija črk "Sv" pomeni, da je kovinski navoj namenjen samo za varjenje.
Črkam sledi številka, ki označuje vsebnost ogljika. Številke "06" pomenijo, da je vsebnost ogljika 0,06% celotne mase polnilnega materiala. Nato lahko vidite, kateri materiali so vključeni v sestavo žice in v kakšni količini. V tem primeru je "X19" - 19% kroma, "H9" - 9% niklja in "T" - titana. Ker ob oznaki titana ni številke, to pomeni, da je njegova količina manjša od 1%.
Priljubljeni proizvajalci
V Rusiji se proizvaja več kot 70 vrst polnilne žice. Izdelke blagovne znamke Bars proizvaja podjetje Barsweld, ki deluje od leta 2008. Paleta vključuje nerjavne, bakrene, polnjene, pobakrene in aluminijaste žice. Polnilni material je izdelan z uporabo inovativnih tehnologij. Drugi ruski proizvajalec kovinskih niti je InterPro LLC. Proizvodnja poteka na italijanski opremi z uporabo posebnih uvoženih maziv.
Varilno žico lahko proizvajajo tudi ruska podjetja:
- LLC "SvarStroyMontazh";
- Tovarna varilnih materialov Sudislavsky.


Kitajska podjetja so široko zastopana na trgu polnilnih materialov. Njihova glavna prednost je kombinacija povprečne cene in dobre kakovosti. Na primer, govorimo o kitajskem podjetju Farina, ki proizvaja žico za delo z ogljikovim in nizko legiranim jeklom. Drugi kitajski proizvajalci vključujejo podjetja:
- Deka;
- bizon;
- AlfaMag;
- Yichen.


Kako izbrati?
Pri izbiri polnilnega materiala je treba upoštevati dve osnovni pravili. Kot že omenjeno, je pomembno, da je sestava žice čim bolj podobna sestavi delov, ki jih varimo. Na primer, za železne kovine in bakrove zlitine bodo uporabljene različne različice. Priporočljivo je zagotoviti, da je sestava, če je mogoče, brez žvepla in fosforja ter rje, barve in kakršnih koli onesnaževalcev.
Drugo pravilo je povezano s tališčem: pri polnilnem materialu mora biti nekoliko nižje kot pri obdelovancih. Če je temperatura taljenja žice višja, bo prišlo do izgorevanja delov. Poleg tega je vredno zagotoviti, da se žica enakomerno razprostira in bo lahko popolnoma zapolnila šiv. Premer polnila mora ustrezati debelini kovine, ki jo varimo.
Mimogrede, material žice se mora ujemati z materialom vodilnega kanala.

Nasveti za uporabo
Skladiščenje varilne žice ne more potekati v pogojih visoke vlažnosti. Polnilni material v originalni embalaži lahko shranjujete pri temperaturi od 17 do 27 stopinj, pri vlažnosti 60%. Če se temperaturni interval dvigne na 27-37 stopinj, potem največja relativna vlažnost, nasprotno, pade na 50%.Nitke, odstranjene iz embalaže, lahko uporabljate v delavnici 14 dni. Vendar bo treba žico zaščititi pred umazanijo, prahom in naftnimi proizvodi. Če je varjenje prekinjeno za več kot 8 ur, je treba kasete in kolute zaščititi s plastično vrečko.
Poleg tega uporaba polnilnega materiala zahteva predhodni izračun stopnje porabe. Najbolj priročno je načrtovati porabo žice na meter rege, ki jo bomo zapolnili. To se naredi po formuli N \u003d G * K, kjer:
- N je norma;
- G je masa navarjanja na končnem šivu, dolg meter;
- K je korekcijski faktor, ki se določi glede na maso nanesenega materiala na porabo kovine, potrebno za varjenje.


Če želite izračunati G, morate pomnožiti F, y in L:
- F - pomeni površino preseka povezave na kvadratni meter;
- y - je odgovoren za gostoto materiala, ki se uporablja za izdelavo žice;
- namesto L se uporablja številka 1, saj se poraba računa na 1 meter.
Po izračunu N je treba indikator pomnožiti s K:
- pri spodnjem varjenju je K 1;
- z navpično - 1,1;
- z delno navpično - 1,05;
- s stropom - 1,2.

Omeniti velja, da ne želimo izvajati izračunov po formuli, na internetu lahko najdete poseben kalkulator za porabo varilnih materialov. Mehanizem za dovajanje varilne žice je praviloma sestavljen iz elektromotorja, menjalnika in sistema valjev: podajalni in tlačni. Lahko ga naredite sami ali kupite že pripravljeno napravo. Ta mehanizem je odgovoren za transport dodajnega materiala v območje varjenja.
Upoštevati je treba tudi, da mora biti žica za plinsko varjenje z acetilenom brez rje ali olj. Tališče mora biti enako ali nižje od tališča materiala, ki se obdeluje.
Če ni mogoče najti varilne žice ustrezne sestave, jo lahko v nekaterih primerih nadomestimo s trakovi istega razreda materiala, kot je material, ki ga obdelujemo. Zahteve za kovinski filament za varjenje z ogljikovim dioksidom so podobne.


V naslednjem videu boste našli primerjalni test 0,8 mm varilne žice.













Komentar je bil uspešno poslan.