Kakšni so stroji za visokotlačne cevi in kako jih izbrati?

Oprema za visokotlačne cevi (HPR), imenovane tudi gibke cevi, se pogosto uporablja ne le v velikih industrijskih podjetjih, temveč tudi v zasebnih organizacijah, ki se ukvarjajo s servisno podporo in vzdrževanjem hidravlike in drugih hidravličnih naprav. Oprema je sposobna izvajati vse operacije, ki so potrebne za popravilo in vrtenje gibljivega ali togega cevovoda. S to opremo enostavno prerežete cev, izvedete zunanje ali notranje odstranjevanje gumijastega sloja cevi, montirate nastavek na cev, nastavite tlačni test visokotlačne cevi, očistite in testirate izdelan izdelek.

Oglejte si pregled
Celotna linija opreme za izdelavo visokotlačnih cevi vključuje številne komponente.
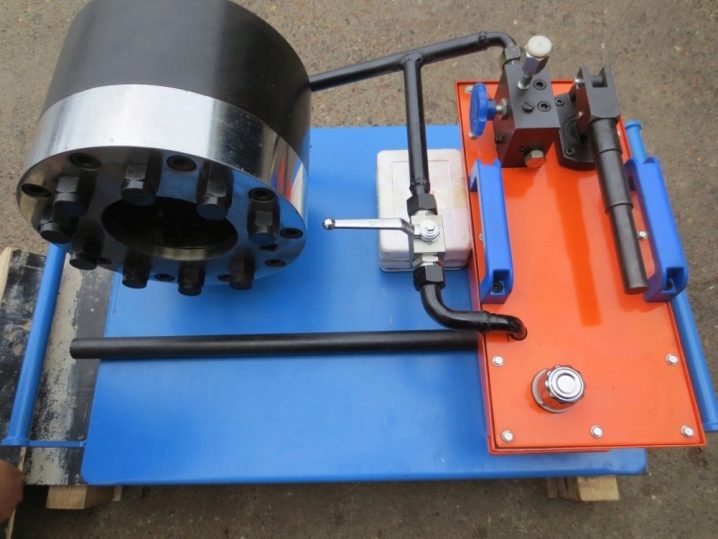
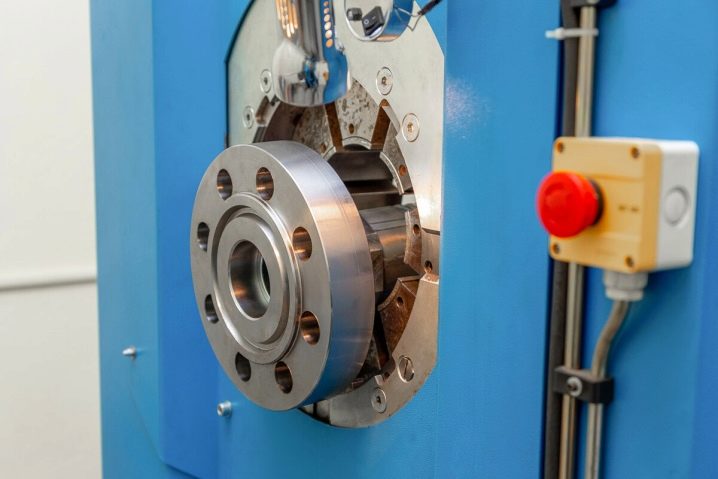
Stroji za stiskanje (stiskalnice, stiskalnice)
Enote za stiskanje lahko razdelimo v takšne skupine.
-
Mobilne servisne enote za stiskanje - običajno z ročnim pogonom črpalke, lahko pa na stisnjen zrak, z električnim pogonom od 12 ali 24 V.Mehanizmi ročne črpalke imajo podoben princip delovanja kot hidravlična dvigalka in so namenjeni izdelavi cevi do 1,1/4 palca (včasih do 1,1/2 palca) - 1-2 plasti pletenice in 1 palca (včasih 1,1/ 4 palca, vendar je treba na ročico vložiti precej truda) - 4 navitja.
-
Stacionarni stroji – zasnovan za trajno namestitev v delavnicah, ki proizvedejo do 100 rokavov na dan. Električni pogon, 220 ali 380 V.
-
Industrijske enote za stiskanje - razlikujejo se od servisne naprave enote za stiskanje in veliko večjega vira. Zasnovan za množično proizvodnjo rokavov (do 1000-2000 kosov na dan).


Rezalni stroji
Postopek izdelave visokotlačnih cevi se začne z rezanjem tulca. Da bi to naredili, mora proizvodna linija nujno vsebovati opremo za rezanje. Obrezovanje poteka s pomočjo diska, ki je nameščen na premikajočem se vozičku. Disk ima lahko poln rob ali rob z žlebovi (za boljše hlajenje). Agregati se razlikujejo po dimenzijah, moči elektromotorja in v skladu s tem po dimenzijah razrezanih cevi. Načelo delovanja za vse enote je enako - cev se dovaja na rezalno ploščo in se, ko je zagozdena, odreže. Cev je zagozdena, da se disk ne zagozdi in prepreči njegovo prekomerno segrevanje.


Pogon agregatov je izključno električni, vendar se lahko uporablja tako stacionarna izvedba agregata kot mobilna, ki se napaja z enosmernim tokom z napetostjo 12/24 V.
Čistilni stroji (lubjerji)
Za namestitev nekaterih vrst fitingov je potrebno odstraniti zunanjo plast gume s cevi pred navijanjem ali pletenjem, ki ojači cev, na dolžino, ki je enaka ali nekoliko manjša od dolžine spojke.Za to se uporabljajo stroji za lupljenje (postopek se imenuje lupljenje). V njih se cev, ki jo držimo z roko, napelje po vodilu, enakega premera kot notranji del te cevi, z vrtljivim nožem pa odstranimo zunanjo plast gume. Enote so opremljene z električnim in ročnim pogonom.

Montažni potiskači (montažni predmontažni deli)
Pogosto, zlasti pri ceveh velikega premera, priključki vstopijo v cev z velikim naporom. Prilegajoče steblo morate namazati z milnico (ali mastjo) in udariti z gumijastim kladivom. Stroji za vgradnjo fitingov so pnevmatski gnani in namestijo fiting v 1-2 minutah (vključno s časom namestitve cevi v enoto).
Oprema za izpiranje in filtracijo
Po rezanju tulca, njegovem odstranjevanju in namestitvi nastavkov ostane v cevi nekaj gumijaste moke, ostružkov in milnice. Da vse to ne pride v hidravlični sistem in ne povzroči njegove zamašitve, ga morate odstraniti iz končne cevi. Za to se izvajajo pralne enote, ki s pomočjo pralne raztopine na osnovi vode, ki se dovaja z visoko hitrostjo, izpirajo to kontaminacijo iz cevi.

Testne mize
Nekaj proizvajalcev cevi lahko jamči, da je njihova cev, sestavljena z njihovim lastniškim priborom in tehnologijo, sposobna prenesti navedene tlake počenja in delovne tlake. Kontrola kakovosti je obvezen korak za odkrivanje nizkokakovostnih visokotlačnih cevi. Izdelki morajo biti izdelani v skladu z GOST. Za testiranje se uporablja voda ali olje. Ko je test uspešno opravljen in ni nobenih razpok ali drugih napak, se izdelek šteje za ustreznega. Po koncu preizkusa se tulec ponovno očisti.
Označevalne naprave


Stroji za prebijanje
Če naj bi se gumijaste cevi uporabljale za dovajanje ne hidravličnega olja v delovni mehanizem, temveč plina ali zraka pod tlakom nad 17 barov, potem je potrebna perforacija zunanje plasti cevi. Če tega ne storite, se zrak (ali plin), ki teče skozi notranjo plast cevi, nabira pod zunanjo plastjo.
To povzroči mehurčenje ali luščenje zunanje plasti gume, posledično se zmanjša življenjska doba tulca, pojavijo se puščanja in fistule.


Končna faza: Cevi se označijo z imenom proizvajalca in datumom izdaje ter se pošljejo v sortiranje in pakiranje. Za uporabo tega označevanja se uporabljajo označevalni nastavki ali specializirane označevalne enote.
Priljubljeni modeli
Strojna orodja naslednjih modelov so v povpraševanju med ruskim potrošnikom.
-
Stacionarni stroj z električnim pogonom DSG 51B, proizvajalec - kitajsko podjetje Raoyang Hongyuan Machinery. Za visokotlačne cevi z notranjim premerom 6-51 mm.


- Stacionarni stroj z električnim pogonom Neotech NK-40 PRO Packet za tulce z notranjim premerom 6-51 mm. Proizvajalec Neotech Marken (Francija).

- Mobilni ročni stroj model SAMWAY P16HP. Proizvajalec SAMWAY (Kitajska). Za tulce z notranjim premerom 6-25 milimetrov.

- Hidravlična enota H25 Eco QC 3 FAZA. Proizvajalec Hydralok (Anglija). Za tulce z notranjim premerom 6-25 milimetrov.

- Stiskalnica za izdelavo in popravilo visokotlačnih cevi OS-25A-380 (Rusija).

Nasveti za izbiro
Industrijska ali popravilna oprema ima določene tehnične lastnosti. So ključna izbirna merila.Zato je najprej priporočljivo ugotoviti značilnosti končnega izdelka in izbrati stiskalni stroj, ki bi jim ustrezal.
Ključne izbirne možnosti:
-
sila stiskanja povezav (ton);
-
največji in najmanjši premer visokotlačne cevi, upošteva se število pokrovov pletenice;
-
za električne modifikacije - napetost v omrežju;
-
mejna vrednost odprtine odmikov (milimetri);
-
dimenzije in teža.

Matrice so temeljnega pomena. Lahko so tako stiskanje kot označevanje. V določenih situacijah bodo potrebne posebne zasnove za omejeno tlačno testiranje visokotlačnih cevi. Izdelane so po naročilu.
Izbira stiskalnice, rezalne in čistilne enote za izdelavo visokotlačnih cevi
Za rezanje cevi se uporablja ročni stroj za visokotlačne cevi. Zaželeno je kupiti opremo, ki je opremljena s spono za obdelovanec. Poroka lahko povzroči celo rahlo napako v velikosti.

Pri izbiri stroja za stiskanje visokotlačnih cevi, katerega stroški bodo odvisni od njegovih parametrov, se morate osredotočiti na naslednje kazalnike:
-
število opravljenih stiskanja v nastavljenem času;
-
območje stiskanja;
-
mejni premer odprtine.

Enota za stiskanje visokotlačnih cevi mora imeti več odstranljivih šob za namestitev fitingov različnih oblik.
Pri izbiri strojev za rezanje visokotlačnih cevi se morate osredotočiti na značilnosti, kot sta premer cevi in način krmiljenja stroja. Običajno se upravlja s pomočjo nožnega pedala.Funkcija fiksiranja obdelovanca zagotavlja, da pri delovanju enote ni napak, ki lahko povzročijo pojav okvarjenih izdelkov.
Prednost enote za stiskanje je njena vsestranskost.
Z njegovo uporabo ne morete samo izdelati visokokakovostnih visokotlačnih cevi, temveč tudi stiskati različne izdelke. Glavna stvar je, da ustrezajo značilnostim opreme.














Komentar je bil uspešno poslan.