Vse o EDM strojih

Ročna obdelava materialov z gosto strukturo je neproduktivna, saj zahteva veliko dela in ne zagotavlja visoke natančnosti. Med enotami, ki lahko v določeni meri ali v celoti (odvisno od tipa in modela) avtomatizirajo delo, so elektroerozivni (EE) stroji. Niso tako znani, čeprav so zanje značilne edinstvene zmogljivosti, ki jih pozitivno razlikujejo od večine njihovih "kolegov" v strojnem parku. V predstavljenem gradivu bomo govorili o možnostih, principu delovanja in področjih uporabe elektroerozijskih enot.

Naprava in princip delovanja
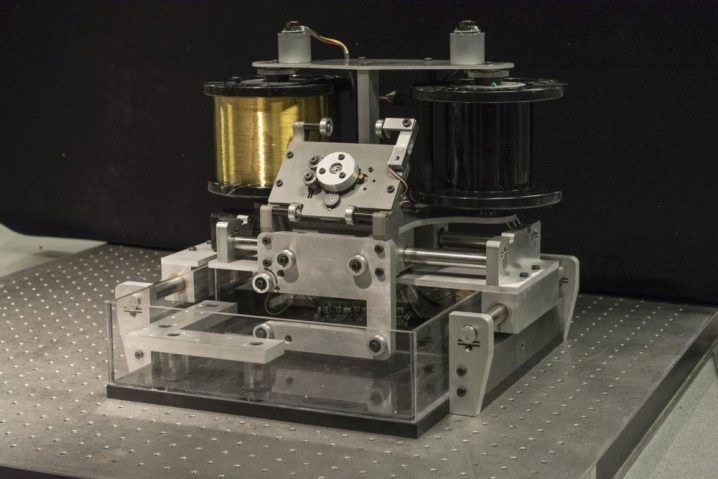
Sodobna enota za elektroerozijsko obdelavo (EDM) kovin vsebuje več vozlišč v svoji strukturi.
-
Zaščita bobna.
-
Žični boben.
-
Delovna miza (premični) žični boben.
-
Končna stikala za nastavitev nanosa navite žice na boben in tipke za preklop smeri vrtenja.
-
Nastavitev dovoda hladilne tekočine na dnu in na vrhu.
-
Nadzorna plošča enote.
-
Električna oprema stroja.
-
Stožčasti nosilec enote, reguliran po višini.
-
Podstavek iz litega železa.
-
Montažne luknje.
-
Kolo, ki služi za navpično podajanje zgornjega rokava.
-
Stolpec.
-
Svetilka za razsvetljavo.
-
Naprava, ki omogoča nagibanje žice.
-
Spodnji tulec, vključno z 2 vodilnima valjema in eno karbidno elektrodo.
-
Ščitnik za namizje, odporen proti škropljenju.
-
Zgornji tulec, vključno s 3 vodilnimi valji in 2 elektrodama iz karbidne trdine.
-
Kolesa za dajanje namizja.


Razmislite o principu delovanja elektroerozivnih enot.
Nadzorovana oprema deluje po metodi tako imenovanega nadzorovanega uničenja kovinskih izdelkov in surovcev z izpostavitvijo električnim razelektritvam. Pred začetkom delovanja EDM enote se obdelovanec namesti v posebej izdelano vpenjalo in temeljito fiksira. Po tem se dovaja električni tok - impulzen, v ločenih izpustih.

V tem primeru je na stroj nameščena samo ena elektroda, saj obdelovanec sam igra vlogo 2. elektrode.
Kot vidimo, Načelo delovanja elektroerozijskih enot je precej preprosto in razumljivo. Ti stroji omogočajo enostavno spreminjanje konfiguracije, dimenzij, oblike različnih delov in obdelovancev, če so izdelani iz kovin z visoko električno prevodnostjo.

S to opremo lahko delate z naslednjimi materiali:
-
kaljeno jeklo;
-
krom;
-
titan;
-
zlitine visoke trdnosti;
-
grafit;
-
kompozitni materiali.

Zahvaljujoč uporabi te opreme za obdelavo delov ali obdelovancev je mogoče odpraviti mehanski učinek na površini materiala.
Poleg tega specifičnost načela njegovega delovanja omogoča opustitev potrebe po uporabi vrtljivih ali drugih gibljivih elementov.
Povpraševanje po obdelovalnih strojih je na trgu zaradi številnih pozitivnih lastnosti zelo veliko.
-
Visoka stopnja avtomatizacije. Operater, ki upravlja opremo, lahko po lastni presoji nastavi ključne parametre obdelave: tlak, hitrost in še veliko več. Po vsem tem bo enota delovala v avtomatiziranem načinu.
-
Vsestranskost. Poleg posebnega namena se lahko uporablja na enak način za dodelavo izdelkov, za masovno kopiranje, rezanje in izvajanje drugih operacij.
-
Zanesljivost in dolga življenjska doba.
-
Produktivnost. Sodobni stroji zagotavljajo kakovostno obdelavo izdelkov v kratkem času.
-
Visoka stopnja varnosti. Proizvajalci se po svojih najboljših močeh trudijo zmanjšati tveganja, ki izhajajo iz uporabe njihove opreme.
-
Vse te prednosti so izjemno pomembne, vendar so značilne samo za opremo zanesljivih proizvajalcev.


So pa tudi slabosti.
-
Pri delu je potreben vodni dielektrik, kar v nekaterih situacijah onemogoča uporabo elektroerozivne enote ali oteži njeno delovanje.
-
Na natančnost obdelovalnega stroja in hrapavost obdelane površine vpliva več dejavnikov, ki jih ni vedno mogoče nadzorovati.
-
Stopnje obrabe in skupne porabe elektrod še ni mogoče z veliko natančnostjo predvideti.
-
EDM enote, vključno z namiznimi mini stroji, niso poceni. Njihova uporaba je smiselna takrat, ko naloge, ki se z njimi rešujejo, zahtevajo pogosto vzdrževanje. Ali ko je proizvodnja povezana z dragimi izdelki, materiali in ni možnosti, da bi popolnoma zamenjali enoto, rezervni del in podobno.Na primer, morate odstraniti zlomljene pipe iz dragega mehanizma ali v avtomobilskem servisu morate nenehno odstranjevati zlomljene vijake pesta in podobno.

V tem primeru se nakup elektroerozivne enote hitro upraviči.
Opis vrst
Po dogovoru
Erozijske agregate glede na namen delimo na več vrst.
-
Enote za šivanje in kopiranje. Uporablja se za prebijanje in označevanje delov, izdelovanje lukenj, vključno z globokimi. Kopirni stroji lahko izdelujejo tridimenzionalne izdelke - poustvarijo projekcijo risbe na kovino s submikronsko stopnjo konvergence. Delujejo v medicinskem, telekomunikacijskem in vesoljskem sektorju.


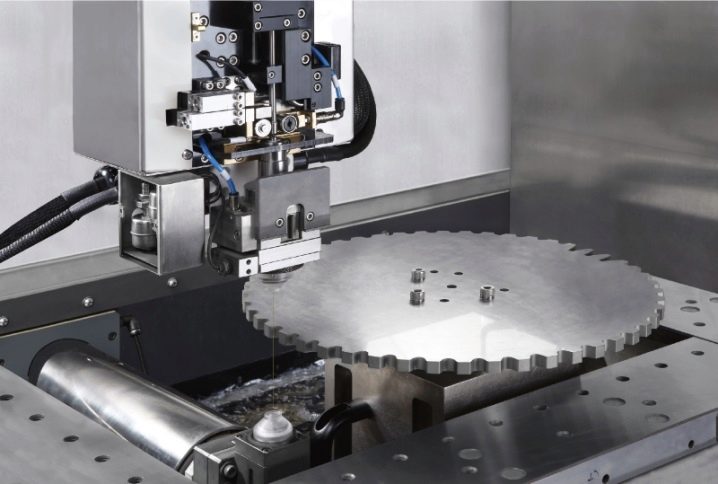
- Enote za rezanje žice. Delajo z izdelki kompleksne konfiguracije iz trdnih materialov. Lahko izvajajo operacije, ki so nedostopne rezkalnim strojem: izrežite majhen surovec, kjer ni mogoče pritrditi rezalnika. Ukvarja se z izdelavo orodij za avtomobilsko industrijo in industrijo instrumentov. Na enoti je mogoče uspešno izvajati tako predhodne operacije kot končno obdelavo površin, ki zahtevajo visoko natančnost, delov iz različnih elektroprevodnih materialov, vključno s trdimi zlitinami.

- Superdrills elektroerozivnega principa delovanja. V bistvu je to EDM vrtalna enota - namesto običajnih naprav v obliki grezil in svedrov se za izdelavo globokih lukenj uporabljajo cevaste elektrode. Omogočajo pridobivanje ultratankih lukenj poljubne globine v težkih materialih.


- Visokohitrostne žage. Kot elektroda se uporablja trak iz mehke kovine.Sposoben rezati kateri koli električno prevoden material, ne glede na njegovo trdnost in trdoto, ne da bi obdelovanec izpostavil deformaciji. Delajo v eksperimentalnih laboratorijih, metalurgiji in letalski industriji.


Glede na način pridobivanja razrešnice
Glede na način pridobivanja električnega praznjenja so strojna orodja razdeljena na več vrst.
-
iskra. Imajo najmanj moči, opravljajo natančno rezanje. Uporablja se za natančno obdelavo izdelkov.
-
utrip. Večja energija praznjenja zmanjša natančnost in poveča območje toplotne obdelave. Uporabljajo se pri obdelavi velikih ravnin brez zahtev po natančnosti.
-
Električni lok. Zagotavljajo visoko produktivnost in utrjevanje dela. Praktičen za delo z velikimi deli. Zahteva končno brušenje ali poliranje.


Vrhunski proizvajalci
Proizvajalci enot te vrste so azijske in evropske države. Stroji različnih proizvajalcev se zaradi istega namena precej razlikujejo po funkcionalnosti in ceni.
Če je oprema iz Kitajske in Južne Koreje veliko cenejša od evropske opreme, potem slednjo izdelujejo proizvajalci na višji ravni kakovosti z višjo stopnjo avtomatizacije delovnega toka.
"ARTA"
Domači proizvajalci proizvajajo natančno opremo "ARTA" za EDM kovine. NPK "Delta-Test" danes velja za vodilnega v Ruski federaciji v proizvodnji te vrste opreme. S proizvodnjo novih enot podjetje posodablja opremo prejšnjih letnikov proizvodnje.

Sodick
Na sodobnem trgu opreme je to podjetje, ki proizvaja CNC žične EDM enote, dobro poznano.Z visokimi tehnološkimi lastnostmi se oprema tega podjetja izvaja za obdelavo kovin z visokim (višjim od železa) tališčem in monokristalnimi materiali. S pomočjo teh enot se proizvajajo perforirane cevi in plošče, delovni deli kopirnih strojev, matrice s tridimenzionalnimi merilnimi profili, kermetne matrice. Profesionalci, ki uporabljajo to opremo, brez večjih težav uspejo ustvariti kamere in njihove prototipe, orodja za elektrode za enote za prebadanje kopir.


Mitsubishi
Enota za rezanje žice Mitsubishi MV1200S omogoča izvajanje najzahtevnejših del na elektroerozijski obdelavi izdelkov katere koli konfiguracije, izdelanih iz najrazličnejših prevodnih materialov. Z aktivno uporabo te strojne opreme v sodobni proizvodnji stroški njene pridobitve v kratkem času prinesejo pozitiven učinek.

Agie
Oprema Agie EDM je izdelana v Švici in uspešno konkurira drugim podobnim modelom. Z majhnimi dimenzijami na tej enoti je mogoče izvajati najbolj zapletena dela pri obdelavi delov iz trdih zlitin za različne namene v načinu avtomatskega krmiljenja.

Oprema in potrošni material
Elektroerozivni stroji so visokotehnološka oprema. Vendar pa lahko za povečanje natančnosti obdelave in enostavnosti uporabe kupite naprave:
-
vpenjalne naprave - nosilne spone, naprave s 3-osnim krmiljenjem, primeži, vpenjala;
-
namizni okvirji;
-
pritrdilni trakovi;
-
nastavljive plošče;
-
kotni bloki;
-
držala za elektrode in druge komponente.
Za izdelavo visokokakovostnih delov iz posebej močnih kovin so potrebni naslednji potrošni materiali za EDM enote:
-
medeninasta žica (dovoljena je pocinkana različica) s presekom 0,1, 0,2, 0,25 mm;
-
žica iz molibdena s presekom 0,14 mm (proizvedena v zvitkih po 200 metrov s težo 32 kilogramov);
-
medeninasta ali bakrena cev (elektroda) s premerom od 0,5 do 6 milimetrov in dolžino od 30 do 40 centimetrov, medenina ima lahko od ene do 3 luknje;
-
modularne cevi za hladilno tekočino, ki so izdelane iz visoko kakovostnih polimerov.

dielektrična tekočina
Uporablja se za čiščenje izdelka pred mikročipi po eroziji. Dielektrična tekočina opravlja več nalog. Deluje kot polprevodnik med obdelovancem in elektrodo za vzdrževanje stabilnih in nadzorovanih pogojev ionizacije iskre. To je potrebno za vzdrževanje stabilne temperature elektrode, obdelovanca, delovne mize.
In tudi dielektrična tekočina se uporablja za izpiranje pepelastih ostankov, ki nastanejo med obdelavo.

Filtri
Rezanje posameznih materialov hitro zamaši filtre. Na primer, pri rezanju izdelanih izdelkov s praškastim lakiranjem lahko notranji žep napolnite s prosto tekočim, nesintranim kovinskim prahom. Njegova nenadna sprostitev v tekočino lahko zamaši filter.

Ionska smola
Pri predelavi EE se deionizacijska (ionsko izmenjevalna) smola uporablja za čiščenje dielektrika (vode) v agregatih. Njegova struktura je razmerje med višino plasti kationskega izmenjevalca in anionskega izmenjevalca. Odvisno od tega ravnotežja (predvsem) se določi življenjska doba in kakovost čiščenja dielektrika (vode), ki se uporablja v enoti.

Področja uporabe
Predstavljena skupina enot je namenjena prostorski obdelavi kovin z najvišjo natančnostjo. Stroj izvaja konturiranje mehanizmov, delov, sklopov iz materialov z visoko električno prevodnostjo. To so jekleni, bakreni, aluminijasti surovci različnih trdot, neželezne kovine, trde zlitine.

Elektroerozivne enote za rezanje žice se uporabljajo za izdelavo opreme, orodij, delov s kompleksno geometrijsko konfiguracijo: kopirni stroji, oblikovani rezkarji, stružni nastavki, matrice, luknjači, nenehno vključeni v množično in maloserijsko proizvodnjo. Ključna konstrukcijska značilnost te opreme je uporaba koordinat na linearnih motorjih z natančnimi tirnimi vodili.


Stroji so opremljeni z natančnimi senzorji linearnega pomika. To omogoča doseganje najvišje stopnje natančnosti pri izdelavi posebej kritičnih delov.
Če govorimo o prebadajočih elektroerozivnih enotah, se običajno uporabljajo tam, kjer je potrebno označevanje izdelkov ali pa je treba narediti tehnološke luknje.















Komentar je bil uspešno poslan.