Vse o vpenjalnih glavah za stružnice

Hiter razvoj kovinskopredelovalne industrije ne bi bil mogoč brez izboljšave obdelovalnih strojev. Določajo hitrost mletja, obliko in kakovost.
Vpenjalna glava za stružnico trdno drži obdelovanec, zagotavlja zahtevano vpenjalno silo in natančnost centriranja. Ta članek obravnava glavne nianse pri izbiri.

Posebnosti
Ta izdelek se uporablja na obdelovalnih strojih za splošne in posebne namene za pritrditev obdelovanca na vreteno. To zagotavlja močan oprijem in visoko vpenjalno silo z visokim navorom.


Vrste
Na sodobnem trgu je predstavljeno ogromno število vpenjal za stružnice: povodec, pnevmatski, membranski, hidravlični. Vsi so razvrščeni po naslednjih štirih kriterijih.
Glede na zasnovo vpenjalnega mehanizma
V skladu s temi parametri so vpenjalne glave razdeljene na več vrst.
-
Vodilna kartuša. Takšni izdelki so najpreprostejši in se uporabljajo za sredinsko obdelavo. Če je treba stranice izostriti, izberite možnosti z nazobčani ali zatiči.
-
Samocentrirna spirala.
-
Vzvod. Za to vrsto je značilna prisotnost ojnice, ki jo poganja hidravlični pogon. Izdelek se ponaša s povečanim povpraševanjem v majhnih industrijah.
-
klinasta tirnica. Spominja na vzvod, vendar ima večjo natančnost centriranja.
-
steznik. Takšna enota lahko pritrdi vzorce samo v obliki palic majhnega premera. Kljub zmanjšani vsestranskosti je priljubljen zaradi majhnega radialnega odtoka, kar pozitivno vpliva na kakovost.
-
vrtanje - za povezavo vrtalnika s strojem.
-
Skrčljiva vpenjalna glava. Uporablja se na istih strojih kot vpenjalna palica, vendar zahteva skrčno prileganje.
-
Alternativa vpenjalni napravi je hidravlična zračna vpenjalna glava. Vpenjalne glave stružnic vpnejo orodje pod pritiskom tekočine, zato je za varno vpenjanje orodja potrebna manjša sila.


Oglejmo si podrobneje strukturo in značilnosti nekaterih priljubljenih sort.
steznik
Pomembno vlogo igra kovinski tulec, razdeljen na tri, štiri ali šest delov. Njihovo število določa največji premer fiksnega izdelka.
Po zasnovi jih lahko razdelimo na dve vrsti: dovodne in vpenjalne. Sestavljeni so iz kaljenega jeklenega tulca s tremi neperforiranimi izrezi, katerih konci so stisnjeni drug ob drugega in tvorijo cvetni list. Ejektorske vpenjalne vložke so vzmetene in število se razlikuje od modela do modela.

Ko se vpenjalna glava premika v vpenjalni glavi, se utor zoži, kar poveča oprijem zapaha in obdelovanca.
Zaradi tega se ta vrsta vpenjal pogosto uporablja za končno obdelavo obdelovancev, ki so že obdelani.Če se vrsta obdelovanca ne ujema z obliko vpenjalne palice, se obrtniki zatečejo k uporabi zamenljivih vložkov.

Vzvod
Osrednje mesto v zasnovi te naprave zavzema dvokraka ročica, ki poganja držala in spone. Vsak od njih ima različno število kamb. Ta funkcija vam omogoča obdelavo delov s kompleksno geometrijo. Vpenjalna glava na stružnicah zahteva več časa za pomožna dela, kar zmanjšuje produktivnost. Je pa primerno orodje za enkratno proizvodnjo v majhnih tovarnah.

To vrsto stroja je mogoče nastaviti s ključem (ki hkrati premika odmikače). Položaj vsakega dela je mogoče prilagoditi tudi neodvisno.
Ko je obdelovanec vpet, se za grobo obdelavo običajno izbere izdelek v obliki vzvoda, saj lahko najmanjša zračnost vpliva na obliko bodočega dela.
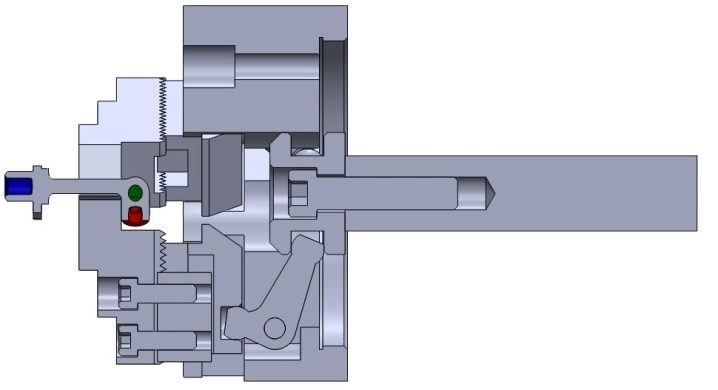
klin
Klinasta vpenjalna glava za stružnice je naprednejša različica oblike vzvoda. Za prilagajanje položaja sponk se uporablja več neodvisnih aktuatorjev. Posledično je mogoče obdelovance s kompleksno geometrijo vpeti in zavrteti v katero koli smer. Med drugim:
-
možna je obdelava izdelkov z majhno napako in natančnimi oblikami;
-
enakomerna sila deluje na vsak odmikač;
-
visokokakovostna fiksacija pri visokih hitrostih.


Vendar to močno poveča kompleksnost nastavitve in čas nastavitve pred delom. Pogosto imajo vpenjalne glave za stružnice posebne modele vpenjal, prilagojene za delo s CNC napravami.
Po številu kamer
Največje povpraševanje je po naslednjih izdelkih.
-
Dvočeljustni. Takšne kartuše imajo na eni strani dva cilindra z vijakom med čeljustmi ali mehanskim prenosom. Če se reža premakne proti obdelovancu, se premakne tudi središčna os.
-
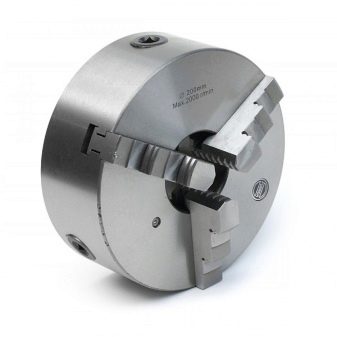
Tri čeljusti. Poganja jih zobniški pogon, kar vam omogoča hitro popravljanje delov brez zamudnega prilagajanja. Centriranje se izvede s stožčastimi ali cilindričnimi rameni.
-
Štiri čeljusti. Pritrjen je z vijaki in je popolnoma avtonomen, njihove osi so v ravnini diska. Ta vrsta vpenjalne glave za stružnico zahteva skrbno centriranje.
-
Šest čeljusti. Takšni vložki imajo nizko silo drobljenja, sila stiskanja pa je enakomerno porazdeljena. Obstajata dve vrsti odmikačev: vgrajeni odmikači in sestavljeni odmikači. Niso zelo priljubljeni in jih lahko kupite le po prednaročilu.


Po vrsti sponke
Odmikač vpenjalne glave je razdeljen na sprednji in vzvratni odmikač. To skoraj nima pomembnega vpliva na uspešnost.
To je morda najbolj priljubljen dizajn. Delovanje mehanizma je premikanje odmikača in vpenjanja z uporabo dvokrake ročice.


Po razredu točnosti
Skupaj obstajajo 4 razredi točnosti:
-
h je normalna natančnost;
-
p - povečano;
-
b - visoko;
-
a – posebno visoka natančnost.

Odvisno od uporabe je mogoče izbrati material telesa čeljustne glave:
-
lito železo ≥ sc30;
-
jeklo ≥ 500 MPa;
-
neželezne kovine.

Dimenzije
Skupaj je na voljo 10 standardnih velikosti vpenjalnih glav za stružnice: 8, 10, 12, 16, 20, 25, 31,5, 40, 50 in 63 cm.


Pregled proizvajalcev
Nemščina je zelo priljubljena na sodobnem trgu. Rohm in poljščina bison-bial, ki imajo tudi tovarne za proizvodnjo tehnične opreme, orodij in strojnih komponent.Čeprav so zelo drage, je izdelava česar koli brez vpenjal za stružnice zdaj nepredstavljiva.


In tudi kartuše beloruskega proizvajalca Belmash so zelo priljubljene v CIS.

Kaj je treba upoštevati pri izbiri?
Nepravilna zasnova lahko povzroči povečanje števila okvarjenih izdelkov in okvar strojev. V skladu z GOST je treba pri povezovanju upoštevati naslednje točke.
-
Vrsta vgradnje na gred vretena. Za pritrditev lahko uporabite centrirne trakove, prirobnice, odmične spone in vrtljive podložke.
-
Obstaja frekvenčna omejitev. Upoštevajte največjo hitrost, pri kateri bo delovala vpenjalna glava.
-
Število čeljusti, vrsta čeljusti (slip on ali kombinirana), trdota in način vpenjanja, vrsta gibanja - vse to določa zmogljivost objemke in čas, potreben za njeno rekonfiguracijo.

Kako to narediti sam?
Vnaprej pomislite, kako bo izdelek pritrjen na stroj, in po potrebi izdelajte ali kupite navojni tulec. Po tem lahko nadaljujete.
-
Na obstoječi plošči označite krog in dve osi, ki potekata skozi njegovo središče in se sekata pod kotom 90 stopinj.
-
Sprednjo ploščo izrežite z vbodno žago vzdolž oznake in jo dobro pobrusite.
-
Žlebovi so izrezani vzdolž nastale osi nekaj centimetrov od sredine in dva do tri centimetre od roba.
-
Vogal razžagajte na štiri enake dele in v vsako stran izvrtajte luknjo z nastavkom enake velikosti.
-
Zarežite navoj M8 v drugem vogalu in privijte vijak.
-
Namestite navojno pušo za pritrditev gredi.
-
Pritrdite nosilec na sprednjo ploščo z vijaki in podložkami.
-
Zadnji korak je namestitev vpenjalne glave na stružnico.
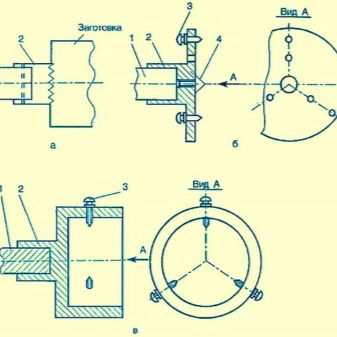

Za pritrditev obdelovanca v to doma narejeno vpenjalno glavo se kotnik premika in fiksira z zategovanjem matice, na koncu pa se obdelovanec vpne z vijakom, privitim v navoj.
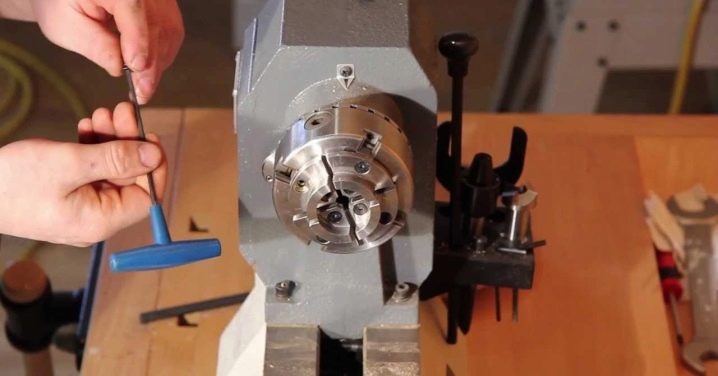
Kako pravilno namestiti in odstraniti?
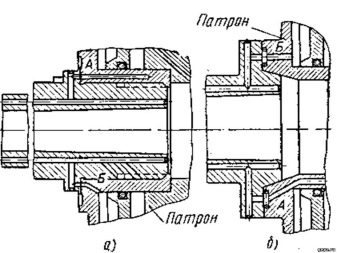
Stroj je lahko opremljen z navojnimi ali prirobniškimi vpenjali, vse je odvisno od njegovih dimenzij. Prvi tip se lahko uporablja na mini strojih. Vpenjalna glava z navojem ni zelo težka, zato sestavljanje ne predstavlja težav, samo poravnajte navojne dele in jih privijte skupaj. To lahko stori ena oseba brez uporabe orodja.
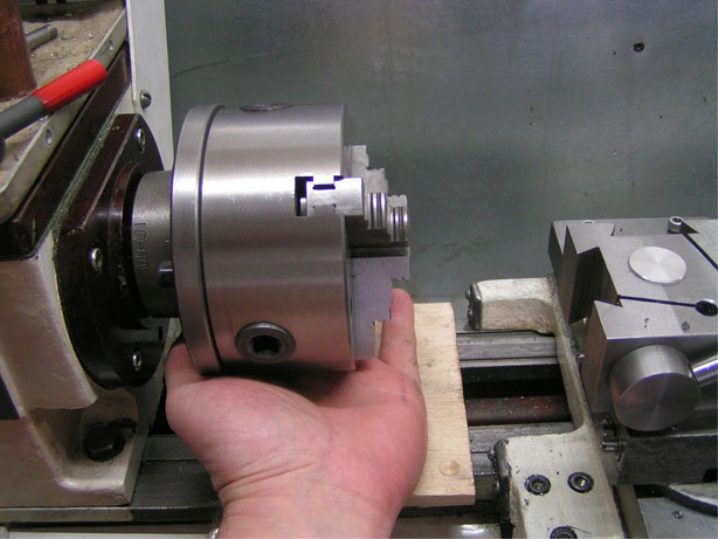
Prirobnična različica vložka lahko tehta več kot 20 kg. Najbolj priljubljena vrsta je vrtljiva podložka, nameščena pod vretenom.


Namestitev poteka v več fazah.
-
Najprej preverite stanje vpenjalne glave in vretena ter popravite morebitne napake. Odmik vretena ne sme biti večji od 3 mikronov.
-
Avto je postavljen v prosti tek. Nato je kartuša nameščena na montažno podlago. Zdaj moramo kartušo centrirati.
-
Čeljust namestite na vreteno na razdalji približno 1 cm, tako da poravnate zatiče z luknjami v prirobnici. Nato se zadnji del napelje v vpenjalno glavo, vodilo poteka po celotni dolžini med čeljusti, nato se vpne.
-
V naslednjem koraku se kartuša namesti na vreteno (zatič se vstavi v luknjo prirobnice) in pero se podaljša - premična puša vzglavja.
-
Odmikač se nato odpre, zadnji del se umakne in matice se zategnejo. Na koncu dela preverite odtekanje čelne strani.

Nato razmislite, kako odstraniti vpenjalno glavo avtomatskega stroja za obdelavo lesa.
-
Ko ste vnaprej odstranili odmikač, nastavite vodilo čim bolj naprej glede na vpenjalno glavo. Pritrdite zadnji del.
-
Nato eno za drugo odstranite matice, ki držijo vpenjalno glavo. Za to je treba prestavno ročico nastaviti na minimalno število vrtljajev, da preprečite spreminjanje položaja vpenjalne glave.
-
Po odvijanju prve matice obrnite ročico na visoko hitrost, in zavrtite vpenjalno glavo v pravilen položaj.
-
Umaknite pero in počasi izvlecite vpenjalno glavo iz prirobnice vretena.
-
Če je vložek precej težak, ga je treba postaviti na nekakšen nosilec, nato sprostite odmikač in odstranite vodilo iz vtičnice. To je to, delo je opravljeno.
Skladnost s pravili za nastavitev in delovanje strojev zagotavlja kakovost rezultatov obdelave obdelovancev in zagotavlja dolgoročno neprekinjeno delovanje stroja.
Nasveti za uporabo
Pravilna uporaba stružnice pomeni naslednje.
-
Redno čiščenje oprema in redno odstranjevanje ostružkov bo pripomoglo k zmanjšanju izpadov, okvar in odpadkov pri struženju. Če vzdrževanja ne izvajamo sistematično, se lahko okvare opreme dramatično povečajo, vzdržljivost zmanjša in proizvodni stroški se povečajo.
-
Da preprečite okvaro opreme, redno preverjajte stanje rezalnih robov in zadnje strani delovnega orodjapravočasno nabrusite ali zamenjajte dolgočasno orodje.
-
Vse potrebne komponentekot so olje, hladilna tekočina, orodja, stružni pribor in pritrdilni elementi, morajo biti ustrezne kakovosti in navedene blagovne znamke.
-
Zamenjava okvarjenih delov in orodij, odpravljanje preprostih težav.













Komentar je bil uspešno poslan.