Vse o revolverskih stružnicah

Za izvajanje različnih operacij za obdelavo kovinskih izdelkov je pogosto potrebna uporaba stružnic. V veliki kategoriji je mogoče izločiti enote vrtljivo-vrtljivega tipa, ki se najpogosteje uporabljajo.


splošen opis
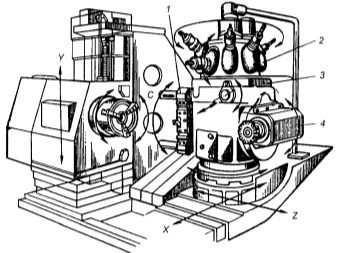
Osnovni namen opreme za struženje stolpov ustreza tipičnim stružnim napravam. Razlika je v prisotnosti vrtljive glave z več položaji. Ta strukturni element močno poveča učinkovitost opreme in skrajša čas, potreben za obdelavo vsakega izdelka. Poleg tega sodobne modifikacije TRS s CNC modulom so postale razširjene povsod. Imajo kupolo, posebna pristajališča za postavitev rezalnih orodij.
Zahtevana vrsta strukture glave je posledica hitrega razvoja obdelave kovin. Dejstvo je, da takšna strukturna podrobnost v tandemu s CNC omogoča povečanje hitrosti obdelave izdelkov za 2-krat ali več.Poleg tega izboljša parametre natančnosti dimenzij končnih delov in stopnjo hrapavosti njihove površine.
Ko govorimo o revolverskih stružnicah, je treba upoštevati naslednja ključna dejstva.


V večini primerov to oprema je kupljena za industrijsko uporabo. Nameščen je v delavnicah, ki se ukvarjajo s serijsko proizvodnjo, v vseh drugih primerih njegova uporaba ne bo ekonomsko upravičena.
Osnovne značilnosti revolverskih stružnic zagotavljajo možnost izvajanja obdelave elementov pri visoki hitrosti podajanja pri povečani hitrosti. V območje rezanja se dovaja posebno hladilno sredstvo, ki preprečuje pregrevanje samega orodja in obdelovancev, ki se obdelujejo.

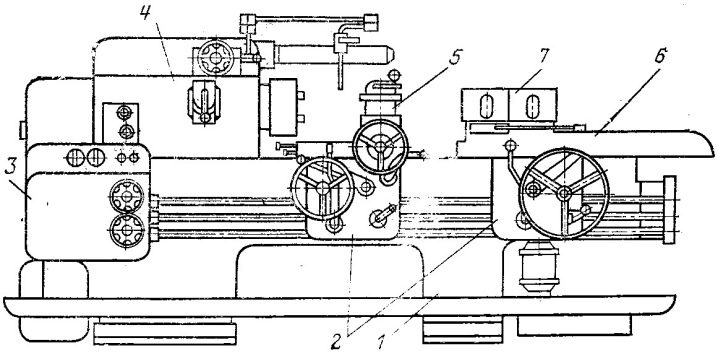
Vse glavne komponente takšne opreme so nameščene po analogiji z drugimi stružnicami - to je tisto, kar zagotavlja število opravljenih operacij. Na splošno tehnični parametri takšnih enot zagotavljajo možnost hitre zamenjave rezalnih površin.
Vrste
Sodobni proizvajalci ponujajo široko paleto revolverskih stružnic. Razlikujejo se po mehanizmu delovanja, obsegu opravljenih operacij, konstrukcijskih značilnostih in nekaterih drugih značilnostih. Oglejmo si podrobneje obstoječe razloge za razvrstitev takšnih naprav.
Po vrsti obdelovanca
Glede na vrsto predelanih izdelkov so stroji za delo s kartušami ali drogovi. Gredi velikih premerov so pritrjene v kartušnih komorah. V paličnih odsekih je odsek manjši, vendar imajo precej impresivno dolžino.

Glede na lokacijo osi obdelovanca
Glede na postavitev osi obdelovancev, ki se obdelujejo, je mogoče označiti vodoravne in navpične, pa tudi nagnjene modifikacije. Stroji z navpično in vodoravno razporeditvijo so prejeli največjo cirkulacijo, naprave z nagnjeno osjo se uporabljajo veliko manj pogosto.
Poleg tega nekateri modeli omogočajo nagibanje dela za obračanje ali druge operacije, ki se izvajajo pod majhnim kotom.


Odvzeti v ločeno skupino stružniški polavtomatski stroji. Zahtevani so pri delu s palicami različnih premerov. Med glavnimi značilnostmi takšne opreme so naslednje značilnosti.
enovretenski stroj, v katerem je samo eno vreteno z luknjami za namestitev droga. V tem primeru je presek luknje relativno majhen.
Dodatna oprema ima obliko vozlišča, ki je odgovorno za dovajanje in držanje izdelka v statičnem položaju.


Hkrati je v konstrukciji predvidena naprava za umik obdelovanega elementa po koncu operacije, kar omogoča maksimalno avtomatizacijo proizvodnje.
Najboljši proizvajalci in modeli
Večina domačih podjetij namesti standardne TRS - 1P371, 1A365, 1H318, pa tudi C193A, 1365 in druge. Vendar se v zadnjem desetletju pojavljajo težnje po njihovi zamenjavi z izboljšanimi tehnološkimi različicami s CNC. CNC modifikacije imajo številne prednosti, tako zaradi povečane stopnje avtomatizacije in funkcionalnosti kot tudi izjemne natančnosti obdelave.

Oprema 1V340F30, ki jo ponuja Berdičevski kombinat, odlikujejo povečane tehnične in operativne lastnosti. Ta enota je krmiljena preko CNC kompleksa, njegova zasnova pa vključuje glavo z 8 položaji. Čeljust je nameščena prečno, kar omogoča obdelavo:
-
posamezni izdelki s prerezom do 20 cm;
-
palični izdelki s premerom do 5 cm.

Veliko slavo je prejela enota 1P426DF3, proizvedena v tovarni strojnih orodij Alapaevsky. To je sodobna tehnika s programskim nadzornim modulom. Povprašuje se po enojni, majhni in srednje veliki proizvodnji kovinskih izdelkov. Ni primeren za obdelavo velikih serij.
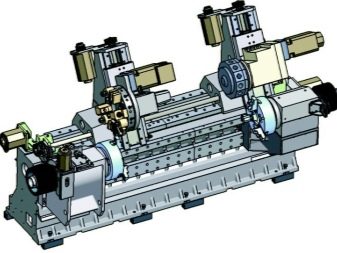
Glavna značilnost je bila lokacija dveh glav na križni čeljusti. Eden od njih je šesterokoten, zasnovan za delo z notranjimi površinami, drugi je okrogel, 8-pozicijski - za zunanje površine.


Poleg tega se je danes na ruskem trgu stružnih naprav pojavilo veliko uvožene opreme, ki slovi po svojih zmogljivostih.
-
Enote ST in DS podjetja Haas Automation (ZDA). Ti stroji vam omogočajo obdelavo izdelkov iz legiranega jekla in nerjavečega jekla.
-
Strojna orodja GS-200 podjetja dober način.


Dodatki
Tako kot drugi stroji tudi tehnologija struženja kupol vključuje uporabo komponent - ščitniki, vodilne cevi in vretena. Do danes proizvajalci ponujajo široko paleto modelov, število vreten, v katerih se lahko razlikuje. Pri tem so poudarjene naslednje ključne točke.
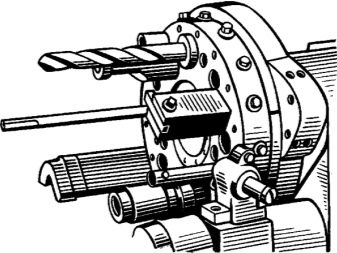
V primeru vodoravnega položaja osi delovne glave se lahko čeljust vrti okoli lastne osi, pa tudi izvaja povratna gibanja vzdolž smerne črte te osi. V tem primeru se vrtenje izvaja v več delovnih položajih hkrati, katerih skupno število pogosto presega ducat.
Z nagnjeno in navpično osjo glave je čeljust običajna ali vrtljiva.
CNC TPC vključuje tudi modul, ki je odgovoren za izvajanje visoko natančne obdelave z možnostjo spreminjanja parametrov položaja glave. Običajno so njegova glavna vozlišča prekrita s posebnim ohišjem. To močno poveča varnost operaterja.
Kakšno delo poteka?
Kot smo že omenili, tehnični in operativni parametri sodobnih naprav za obračanje kupole omogočajo izvajanje različnih operacij. Spremenljivi izdelki, predstavljeni v obliki vrtilnih teles, lahko delujejo kot surovci. Najpogostejše manipulacije vključujejo:
-
obračanje vzdolž zunanje površine, medtem ko je prehod hrapav ali zaključen;
-
rezati pri montaži rezalnega elementa;
-
rezanje navojev - notranji in zunanji;
-
tvorba utorov različne globine in konfiguracije.

Poleg standardne cilindrične konfiguracije lahko ti stroji obdelujejo tudi druge vrste obdelovancev.
-
Z oblikovanim profilom - če se uporablja polavtomatski stružni rezkalni stroj, se struženje, tako kot katera koli druga obdelava, izvaja s pomočjo krivolinijske šablone ali z uporabo kopirnega ravnila.
-
s stožčasto obliko — obdelava se izvaja s posebnim kopirnim strojem. Poleg tega je mogoče dobiti stožčasto površino z metodo enkratnega vzdolžno-prečnega dovajanja.

Kompaktne mehanizme za obračanje kupole lahko uvrstimo v ločeno kategorijo. Takšne naprave je mogoče namestiti tudi v domačih delavnicah.
Kaj je treba upoštevati pri izbiri?
Pri izbiri revolverskih stružnic se morate osredotočiti na pomembna merila.
Kategorija točnosti - če želite ugotoviti možnost uporabe določene modifikacije opreme za obdelavo kovinskih izdelkov, morate vedeti, kakšno natančnost je mogoče doseči. Velika večina različic predvideva razred H.
Največji parametri dela - presek, dolžina, kot tudi razporeditev delovnih vozlišč med seboj.
Material obdelovanca - običajno se na takih strojih izvaja obdelava litega železa, visoko-, nizkoogljičnega ali legiranega jekla, dovoljeno je struženje drugih zlitin.
Omejite število vrtljajev na enoto časa - obdelovanec s predpisanimi zahtevami glede dimenzijske natančnosti in hrapavosti je mogoče dobiti le z odvijanjem delov do določene hitrosti. V tem primeru je treba upoštevati skupno število prenosov.
Proizvajalci morajo navesti podatke o največji hitrosti, s katero se lahko premikajo izolirana vozlišča pri hitrem podajanju.

Parametri moči motorja in število motorjev - praviloma imajo motorji v majhnih napravah nizko moč, saj so obdelovanci kompaktni in za vsako vožnjo se odstrani malo kovine. V serijski proizvodnji morajo motorji prenašati stalne obremenitve.
Dimenzije in teža opreme - Postavljanje mini strojev je veliko lažje. Poleg tega velike zahtevajo skrbno pripravo delovne podlage.
Upoštevati je treba tudi to kinematična shema mehanizmov se lahko razlikuje. Na primer, stari modeli so bili ustvarjeni tako, da je bila za oblikovanje določenih vrst niti izvedena namestitev zamenljivih koles določenih konfiguracij.
Zaščita - CNC modifikacije zahtevajo namestitev zaščitnega pokrova. To zmanjša tveganje poškodb med delovanjem opreme.

V sodobnih stružnih napravah se namestitev potrebne opreme in rezalnih površin izvede z največjo natančnostjo. V takih enotah ni potrebe po ročni zamenjavi rezalnega orodja - to znatno zmanjša hitrost obdelave vsakega dela. Posledično se poveča produktivnost, kar pomeni zmanjšanje stroškov obdelave surovcev. Hkrati popravilo takšnih strojev povzroča veliko težav. Zato je med njihovim delovanjem posebna pozornost namenjena preventivnemu vzdrževanju, pravočasnemu odkrivanju in odpravljanju težav.
Funkcije nastavitve
Pred začetkom delovanja opreme za obračanje kupole je zelo pomembno izvesti njeno nastavitev. Vključuje več glavnih korakov.
-
Montaža opreme za pritrditev obdelovanca, namestitev rezilnega in pomožnega orodja.
-
Ustavi nastavitev, potreben za vodenje palic in omejevanje gibanja čeljusti.
-
Namestitev krmilne enote cam, vtičev, stikal, ročajev in druge naprave za pridobitev dane frekvence gibanja vretena in potrebnih hitrosti seštevanja rezalnega orodja.
-
Obdelava testa pare ali trojke poskusnih elementov, preverjanje njihove primernosti za nadaljnje delovanje.
-
sprava in, če je potrebno, prilagoditev lokacije postankov na stroju glede na dani projekt.













Komentar je bil uspešno poslan.