Naprava zadnjega dela stružnice in njena nastavitev

Kakovost obdelanih obdelovancev je odvisna od premišljenosti posameznega mehanizma v obdelovalnem stroju, od naravnanosti in stabilnosti posamezne enote. Danes bomo obravnavali eno najpomembnejših vozlišč v stružni enoti - zadnji del.
To enoto lahko kupite že pripravljeno v tovarni ali pa jo naredite sami. V članku bomo govorili o tem, kako ga narediti sami doma, kakšen nabor orodij potrebujete in kako ga prilagoditi.
Naprava
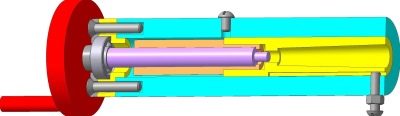
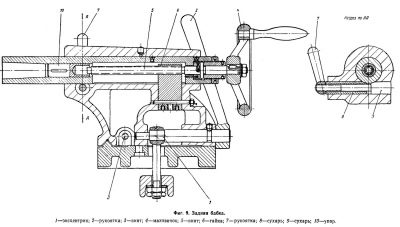
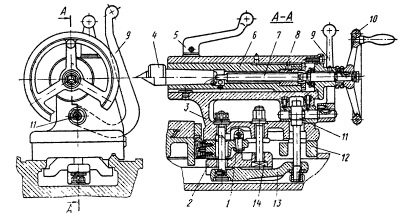
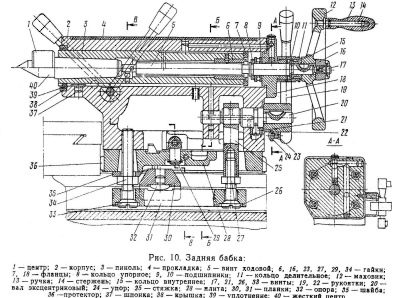
Zadnji del stružnice za kovino se razlikuje od analogne stružnice za les, vendar je splošna zasnova tega gibljivega dela še vedno enaka. Tukaj je videti opis naprave tega vozlišča:
-
okvir;
-
element upravljanja;
-
vreteno (pero);
-
vztrajnik, ki služi za premikanje peresa vzdolž središčne črte;
-
podajalna vpenjalna glava (vijak, ki prilagaja smer gibanja obdelovanca).
Ohišje je popolnoma kovinski okvir, na katerega so vsi elementi varno pritrjeni. Premični mehanizem zadnjega dela stružne enote mora zagotavljati zanesljivo pritrditev obdelovanca med celotno obdelavo.
Po velikosti je ta element enakega premera kot obdelovanec, ki ga je treba obdelati.


Konus zadnjega dela deluje kot zaklepni mehanizem na lesnoobdelovalnem stroju. Njegovo središče je usmerjeno proti sredini predmeta, ki ga obdelujemo.
Ko stroj deluje, morata biti središčna in simetrična os popolnoma enaki. Morda nekdo podcenjuje vlogo takšnega mehanizma, kot je zadnji del, vendar je njegova naprava tista, ki v veliki meri določa tehnične lastnosti in zmogljivosti enote za obdelavo kovine ali lesa.
Dodelitev vozlišča
Zadnji del strogo fiksira leseni obdelovanec v želenem položaju. To je pomembna točka za tekoče delo, saj je nadaljnji potek in kakovost celotnega procesa odvisna od zanesljivosti takšne fiksacije.
Zadnji del je premičen in služi kot dodatna podpora.
Kot gibljivi element so mu naložene naslednje zahteve:
-
ohraniti visoko stopnjo trajnosti;
-
zagotoviti zanesljivo pritrditev fiksnega obdelovanca in vzdrževati strog položaj središča;
-
sistem pritrditve vzglavnika mora biti vedno odpravljen, da lahko kadar koli hitro izvedete zanesljivo pritrditev;
-
gibi vretena morajo biti izjemno natančni.

Zadnji del lesnoobdelovalnega stroja se razlikuje od istega elementa stružne enote za obdelavo kovinskih surovcev. Vozel je tesno pritrjen na okvir in je hkrati podpora zanj in fiksir za obdelovanec.
Na rep je mogoče pritrditi ne samo dolge surovce, temveč tudi katero koli orodje za rezanje kovinskih izdelkov in samo kovino. Pravzaprav je mogoče vsako orodje za rezanje kovine (ne glede na namen) pritrditi v stožčasto luknjo tega večnamenskega sklopa.

Kako to narediti sam?
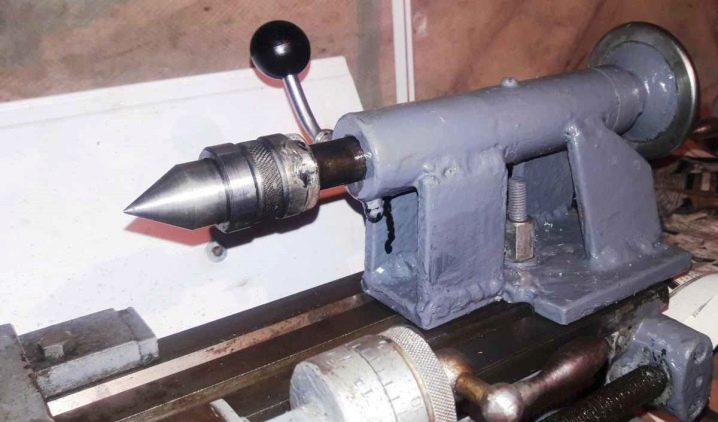
Doma izdelan vozel ne bo nič slabši od tovarniškega, če se seznanite z risbo proizvodnega modela, imate potrebna orodja in opremo v domači delavnici ter proizvodno tehnologijo. Razmislimo o vsem podrobno.
Orodja in materiali
Najprej potrebujete stružnico, a ker se lotite izdelave domačega repa, to pomeni, da je taka enota že na voljo v vaši domači delavnici. Kaj je še potrebno:
-
varilnik;
-
vključeni ležaji (običajno sta potrebna 2 kosa);
-
komplet vijakov in matic za povezavo (vsak vsaj 3 vijake in matice);
-
jeklena cev (debelina stene 1,5 mm) - 2 kosa;
-
jeklena pločevina (debelina 4-6 mm).




Kot lahko vidite, improvizirani materiali in razpoložljiva orodja zmanjšajo stroške mehanizma.
Poleg tega je prednost domačega repa za stružno enoto ta, da je izdelan izključno za svoj glavni namen, brez drugih funkcij in dodatnih funkcij, ki so pogosto preprosto nepotrebne, vendar v proizvodnih pogojih povečajo stroške strukture in otežiti njegovo delo.
Torej, pripravite potrebna orodja, komplete ležajev, vijakov in matic, potrebne materiale (česar ni v vaši garaži ali delavnici, lahko kupite v kateri koli trgovini s strojno opremo ali gradbenem butiku) in začnite s proizvodnjo.

tehnologija
Najprej razvijte in narišite diagram mehanizma, sestavite tehnološki zemljevid in ravnajte v skladu s to shemo.
-
Trajalo bo gredica za ležaje. Če želite to narediti, vzemite cev in jo obdelajte od znotraj in zunaj. Posebno pozornost posvetite notranji površini - v njej so nameščeni ležaji.
-
Če je treba, potem v rokavu se naredi rez širine ne več kot 3 mm.
-
varilnik povežite vijake (2 kosa), in dobite palico želene dolžine.
-
Na desni zvarite matico s ploščkom, in na levi - odstranite matico.
-
Osnova vijaka (glava) posekati.
-
Mesto žaganja je treba obdelati, za to uporabite abrazivno orodje.
-
Zdaj moramo narediti vreteno. Če želite to narediti, vzemite kos cevi (premer ¾ palca) in naredite želeni del dolžine 7 mm.
-
Stožec narejen iz sornika, ki ga ustrezno ostri.



Ko so izdelani vsi elementi repa, ga morate sestaviti in zagnati v načinu delovanja.
Kakovost domačega dela je odvisna od strokovnih sposobnosti proizvajalca in natančnosti uporabe potrebnih materialov ter razpoložljivosti orodij.

Zato pred začetkom izdelave preučite risbo, pripravite vse, kar potrebujete, in šele ko se prepričate, da lahko naredite želeni sklop, se lotite posla. Če niste natančni pri dejanjih in ne upoštevate proizvodne tehnologije, se lahko pojavijo naslednje težave:
-
slabo centriranje;
-
stroj bo vibriral nad nastavljeno stopnjo;
-
domači del bo imel veliko nižjo zmogljivost kot industrijski dizajn;
-
nameščeni ležaji bodo hitreje odpovedali (stopnja obrabe je lahko veliko višja z netočnostjo v izdelavi).

Da bi se izognili takšnim posledicam, vlomite v prostem teku.
Preverite razmerje vzglavja spredaj in zadaj, kako so ležaji namazani, kako varni so pritrdilni elementi.
Če so vsi deli izdelani visokokakovostno in je pravilno sestavljen, bo doma izdelan zadnji del izpolnjeval potrebne zahteve, med delovanjem pa se ne bo obnašal nič slabše od tovarniškega.

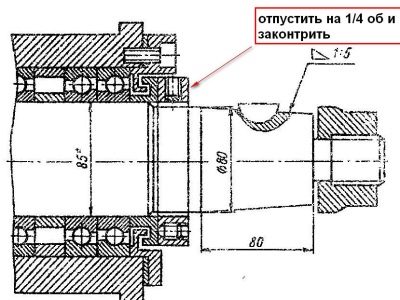
Prilagoditev
Za vzdrževanje repa na stružnici v pravilnem delovnem stanju ga je treba občasno prilagajati, v primeru okvar pa ga je treba pravočasno popraviti.
Najprej morate nastaviti del, kot je treba, ga prilagoditi in centrirati, nato pa prilagoditi vse parametre tega vozlišča. Periodična prilagoditev je potrebna iz naslednjih razlogov:
-
med ležaji in ohišjem vretena se lahko pojavijo vrzeli (če govorimo o stružni enoti, kjer se pero vrti);
-
središče vozlišča se lahko premakne glede na pero, potem bo potrebna prilagoditev;
-
zračnost se lahko pojavi pri pritrditvi vzglavja na okvir in iz drugih razlogov.
Zadnji del se prvič nastavi, ko se stroj zažene.
Nato nadaljujte po navodilih, vendar izkušeni mojstri stružnico in vse nastavitve preverijo vsakih 6 mesecev, po potrebi tudi večkrat.

Zadnji del se popravi, ko odpove, ko so njegove okvare jasno vidne. Znaki, da je treba del poslati v popravilo, vključujejo:
-
spremenil se je način obdelave surovcev;
-
med vrtenjem obdelovancev so se pojavili udarci.
Postopek popravila vretena velja za najbolj zamudnega in dragega. Tukaj se ne morete spoprijeti brez spretnosti struženja, sam stroj pa mora biti na voljo. Težava je v ponovni vzpostavitvi natančnosti luknje (vrtanje z naknadno končno obdelavo), v katero je pritrjeno pero.

Za obnovitev stožčastih lukenj boste potrebovali posebno pušo in veščine struženja.
Postopek je zapleten zaradi dejstva, da je zunanja površina valjasta, notranja pa ima stožčasto obliko. Poleg tega je samo pero izdelano iz zelo trpežnega materiala - je "kaljeno" legirano jeklo.
Po popravilu preverite mehanizem za prisotnost radialnega odtekanja: s kakovostnim odpravljanjem težav mora biti nič, zadnji del ne bo "trkal" in obnovil vse svoje prvotne lastnosti.














Komentar je bil uspešno poslan.