Vse o stružnicah za rezanje vijakov

Poznavanje vsega o stružnicah za rezanje vijakov je zelo koristno za organizacijo domače delavnice ali majhnega podjetja. Treba je razumeti značilnosti naprave, z glavnimi komponentami in namenom CNC strojev in brez njih. Poleg tega, kar je na splošno, boste morali preučiti namizne univerzalne modele in druge možnosti, značilnosti dela z njimi.
Kaj je to?
Vsaka stružnica za rezanje vijakov je zasnovana za obdelavo jekla, litega železa in drugih obdelovancev. Ta postopek strokovnjaki imenujejo rezanje. Takšne naprave vam omogočajo vrtanje in brušenje delov. Uspešno oblikujejo žlebove in obdelajo konce. Poleg tega namen stružnice za rezanje vijakov vključuje:
- vrtanje;
- povrtavanje;
- razporeditev odprtin in prehodov;
- izvajanje številnih drugih manipulacij.
Splošno načelo delovanja naprave je izjemno preprosto. Obdelovanec je vpet vodoravno. V določenem trenutku se začne vrteti. S tem gibanjem rezalnik odstrani nepotreben material. Toda navidezna preprostost opisa ne dovoljuje zanemariti precej velike zapletenosti izvedbe.


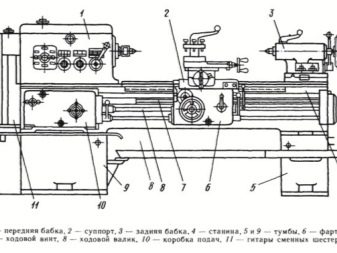
Stružnica za rezanje vijakov lahko samozavestno deluje le, če je zelo skrbno sestavljena iz dobro spojenih elementov. Glavna vozlišča v shemi takšne naprave so:
- čeljust;
- trmasta babica;
- postelja;
- glava vretena;
- električni del;
- tekalna gred;
- prestavne kitare;
- škatla, odgovorna za hranjenje;
- vodilni vijak.
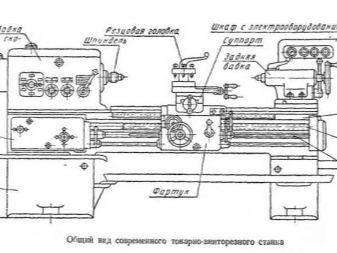
Kljub dokaj dobro premišljeni strukturi, ki temelji na tipičnih delih, se posamezni stroji lahko zelo razlikujejo. Veliko je odvisno od natančnosti v procesu delovanja. Glava vretena (ali sprednja) preprečuje premikanje obdelovanca. Prenaša tudi rotacijski impulz iz električnega pogona. V notranjosti je skrit sklop vretena - zakaj se pravzaprav tako imenuje.
Vztrajen, je tudi hrbet, vzglavnik vam omogoča, da popravite obdelovanec. Vloga čeljusti je premikanje držala rezila (skupaj s samim delovnim rezalnikom) v vzdolžni in prečni ravnini glede na os stroja. Blok čeljusti je vedno večji od ostalih delov. Nosilec rezalne naprave je izbran ob upoštevanju kategorije naprave.
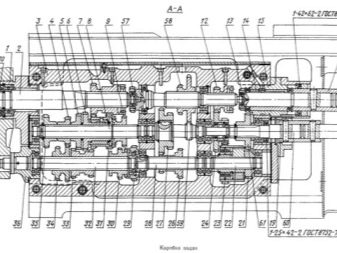
Menjalnik vpliva na prenos gibalne sile na vse dele in s tem na delovanje sistema nasploh.


Takšne škatle so lahko vgrajene v ohišja vzglavja ali v ločenih delih ohišja. Tempo se prilagaja v korakih ali v neprekinjenem načinu, kar je vnaprej določeno z niansami zasnove. Zobniki so glavna aktivna povezava škatle. Vključuje tudi prenos s klinastim jermenom in elektromotor z vzvratno vožnjo. Dodatno velja omeniti sklopko in ročico za spreminjanje hitrosti.
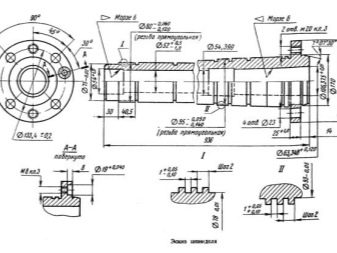
Vreteno lahko štejemo za izjemno pomemben element. To je tehnični del konfiguracije gredi, ki ima zoženi kanal za držanje delov. Vsekakor je močan in vzdržljiv, saj je izdelan iz izbrane vrste jeklene zlitine. Tradicionalni pristop pomeni uporabo visoko natančnih kotalnih ležajev pri oblikovanju vretenskega elementa. Za postavitev palice je potrebna stožčasta votlina na koncu, ki včasih zagotavlja izbijanje osrednjega dela.
Postelja stružnice za rezanje vijakov je pridobljena z ulivanjem iz litega železa. Za izdelavo utorov po potrebi uporabite orodje za označevanje, matrice, rezalne in druge naprave. Krmilne enote vsebujejo različne tipke in ročaje, vključno s tistimi, ki vam omogočajo nastavitev čeljusti. CNC modeli so bolj zapleteni od klasičnih, vendar lahko izvajajo manipulacije, ki so za tiste nedosegljive in delujejo v nekaterih primerih brez pomoči operaterja. Treba je poudariti vlogo predpasnika - v njem so mehanizmi, ki pretvarjajo vrtenje vijačnega sklopa in tehnične gredi v translacijsko gibanje nosilnega aparata.

Oglejte si pregled
Po teži
Vijačna stružnica se lahko uporablja v lokalnih zasebnih podjetjih, za domače potrebe. Takšni modeli so običajno relativno lahki. Velike in težke naprave so zasnovane predvsem za industrijsko proizvodnjo. Šteje se, da svetlobna telesa niso težja od 500 kg.
V industriji ima pomembno vlogo srednje velika oprema. Tehta do 15.000 kg. Največji industrijski vzorci tehtajo od 15 do 400 ton. V tem primeru se običajno ne sreča z visoko stopnjo natančnosti, ker tolerance niso več tako velike.
Zelo močna oprema je nameščena v velikih obratih in tovarnah, vendar se v domačem segmentu ne uporablja.


Glede na največjo dolžino dela
V bistvu lahki stroji komunicirajo z deli, katerih premer ne presega 50 cm. Na opremi srednjega obsega je mogoče obdelovati obdelovance do 125 cm. Največja dolžina delov je vnaprej določena z razdaljo med središčnima točkama stroja. Z enakim presekom lahko stroji izdelajo tako dolge kot relativno kratke strukture. Razpon po največjem premeru delov je še posebej velik - od 10 do 400 cm, ker ni univerzalnih strojev, ki bi delali z obdelovanci katerega koli odseka.


Po uspešnosti
Pomembna točka pri klasifikaciji opreme za rezanje vijakov je njena tehnična produktivnost. Običajno je dodeliti naprave za:
-
proizvodnja malega obsega;
-
serije srednjega obsega;
-
obsežna tekoča proizvodnja.
Blagovne znamke stružnic za rezanje vijakov so precej raznolike. Proizvajajo se v mnogih državah. Poleg tega se je del opreme aktivno uporabljal že od obdobja ZSSR in še ni izgubil svojega pomena. Pri seznanjanju z opisom opreme je pomembno ugotoviti, ali je namenjena za namizno ali talno montažo, kakšne so sploh značilnosti namestitve. Kar se tiče CNC strojev, je to praktično nesporna rešitev - tudi za domačo uporabo se "čisto ročna" oprema uporablja zelo redko.


Top modeli
Pregled je primerno začeti z "Kaliber STMN-550/350". Čeprav je takšna naprava lahka, v njenem kompaktnem ohišju obstajajo precej resne možnosti. Če ga sestavite in konfigurirate v skladu z navodili, lahko zagotovite natančnost dela. Tehnični servis je potreben po vsakih 50 urah delovanja. Ključne funkcije:
- razdalja med središči 35 cm;
- odsek obdelovanca nad posteljo do 18 cm;
- skupna teža 40 kg;
- število vrtljajev - 2500 na minuto;
- gumirane noge v osnovnem kompletu;
- plastični ročaji;
- Morsejev stožec #2.



Za preprosta kovinska dela se lahko uporablja tudi stroj Kraton MML 01. Ta naprava je zelo primerna za vzdrževanje. Problem je uporaba plastičnih zobnikov. Če jih zamenjate z litoželeznimi, se ne morete bati posledic nepravilne uporabe. Med središči bo razdalja 30 cm, masa naprave pa 38 kg; v 60 sekundah razvije od 50 do 2500 obratov.
Poleg kovine je izdelek Kraton primeren za plastiko in les. Oblikovalci so poskrbeli za razsvetljavo. Komplet zamenljivih zobnikov omogoča rezanje metričnih navojev. Zahvaljujoč vrtljivi čeljusti je na voljo stožčasto ostrenje delov.
Hod prečne čeljusti je 6,5 cm.


Alternativa se lahko šteje za Corvette 402. To je dostojna lahka stružnica za rezanje vijakov s posebej visoko kakovostnimi komponentami. Enofazni motor ima moč 750 vatov. Razdalja med središči je 50 cm, odsek obdelovanca nad okvirjem je 22 cm, masa naprave pa 105 kg; lahko razvije od 100 do 1800 vrtljajev na minuto v 6 različnih hitrostnih režimih.
Posebnosti:
- električni motor je izdelan po asinhronski shemi;
- zagotovljena je vzvratna torzija vretena;
- zahvaljujoč magnetnemu zaganjalniku je izključen spontani vklop po izpadu;
- naprava je opremljena s paleto;
- konus vretena je izdelan po shemi Morse-3;
- v 1 prehodu lahko zmeljete do 0,03 cm;
- premiki prečne in rotacijske čeljusti - 11 oziroma 5,5 cm;
- odmik vretena 0,001 cm.



Proma SKF-800 se lahko šteje tudi za spodobno rešitev za organizacijo delavnice doma. Model je zasnovan za delo z zelo velikimi deli.Par trifaznih motorjev vam omogoča, da zagotovite močan navor. Glavni parametri:
- dolžina struženja 75 cm;
- premer obdelovanca nad posteljo - 42 cm;
- skupna teža 230 kg;
- vreteno s skoznjo luknjo s prerezom 2,8 cm;
- palčni navoj od 4 do 120 niti;
- pridobivanje metrične niti od 0,02 do 0,6 cm;
- poteza peresa - 7 cm;
- poraba toka - 0,55 kW;
- delovna napetost - 400 V.



Vredno si je podrobneje ogledati MetalMaster X32100. To je univerzalna vijačna stružnica z digitalno indikacijo. Obstaja tudi indikator niti. Naprava dobro deluje z železovimi in neželeznimi zlitinami. Doseg peresa - 10 cm, na voljo je 18 delovnih hitrosti.
Druge možnosti:
- prečni diapozitivi gredo 13 cm;
- črpalka hladilne tekočine porabi 0,04 kW in deluje na gospodinjstvo;
- sam stroj deluje pri napetosti 380 V in porabi 1,5 kW toka;
- neto teža je 620 kg;
- zagotovljeno je samodejno podajanje v vzdolžni in prečni ravnini.



V industrijski proizvodnji si zasluži pozornost Stalex GH-1430B. Ta stroj ima razdaljo med središči 75 cm, tehta 510 kg in ima hitrost od 70 do 2000 obratov. Osnovna dobava vključuje par stabilnih naslonov in par nerotacijskih središč.
Zobniki so izdelani iz vrhunsko kaljenega jekla.


Primerno je dokončati pregled na modelu Jet GH-2040 ZH DRO RFS. Ta stroj je opremljen z motorjem z močjo 12 kW. Prehodna luknja v vretenu je 8 cm, Torzija se vzdržuje pri zelo različnih hitrostih (24 položajev od 9 do 1600 vrt / min). Proizvajalec sam poudarja skladnost s posebnimi zahtevami za natančnost in hitrost obdelave materiala.


Kaj je treba upoštevati pri izbiri?
V veliki večini primerov je izbira za domačo delavnico v korist univerzalnih modelov. Nimajo visokih tehničnih lastnosti, vendar so enostavne zasnove in lahko neserijsko obdelajo 1-2 dela. Vse manipulacije se izvajajo ročno. Kakovost obdelave in njena natančnost ne bosta previsoki.
To je vredno upoštevati vse pogosteje pod imenom "univerzalni stroj" prodajajo preprosto CNC opremo in neposredno izvedbo postelje. Omogočajo uporabo nadzornih programov. CNC sistemi aktivno nadomeščajo stare univerzalne modele. Toda tudi med zastarelimi vzorci obstaja delitev. Torej, kopirni stroji in polavtomatski stroji so sposobni obvladati dele kompleksne oblike; sodobni tovrstni primerki imajo nadzorni sistem.


Več ko je sekalcev, bolj produktivna je naprava. CNC stružna večrezna tehnika je primerna za posebne operacije. Uporablja se predvsem za proizvodne linije različnih velikosti. V vsakem primeru morate biti pozorni na:
- dimenzije obdelovancev;
- stopnja natančnosti;
- tolerance obdelave;
- vrste obdelanih kovin;
- višina delovnega centra
- premer kartuše;
- vrsta postelje (ravna ali nagnjena);
- vrsta kartuše;
- popoln komplet;
- ocene modelov.


Pri uporabi številnih sodobnih rezalnih tekočin je zaščita pred njimi nujna. Zagotovi ga vsak odgovoren proizvajalec. Stroji za rezanje vijakov so izbrani ob upoštevanju števila delovnih manipulacij in njihove vrste. Ne smemo pozabiti na dolžino in premer obdelovancev. Močnejša kot je postelja stroja, bolj zanesljiva je; vendar pa pretežke naprave ne uporabljajte doma. Varjenje ima prednost pred vijačenjem.
Dodatno bodite pozorni na:
- metode povezave;
- parametri napajanja;
- raven zračnosti (ali njena odsotnost);
strokovni pregledi.


Metode dela
Pogosto se za obdelavo zunanjih cilindričnih površin uporablja stružnica za rezanje vijakov. Podobno delo se izvaja s skoznjimi rezalniki. Obdelovanec je pritrjen s pričakovanjem dovolj velikega previsa. Menijo, da je previs 7-12 mm po dolžini dela dovolj za obdelavo koncev in odrez dela. Kako hitro naj se vrti vreteno, kako globoko bo treba rezati obdelovanec, je zapisano v tehnološki karti.
Globina reza se nastavlja z gumbom za prečno podajanje. Po struženju se v mnogih primerih čelna stran obdelovanca odreže z različnimi rezkarji. Potrebno je voziti mimoidoči ali podrezovalni nož, dokler se ne dotakne zadnjice. Nato se odpelje in voziček premakne nekaj milimetrov v levo. S prečnim premikanjem orodja se kovinska plast odstrani s konca.

Na srednje velikih robovih je mogoče z enim vztrajnim rezalnikom brusiti in rezati kovino. Zunanji utori so izdelani z rezkarji z utori. V tem trenutku je treba delati 4-5 krat počasneje kot pri obrezovanju koncev. Rezalo poganjamo previdno, brez večjega napora, vedno v prečni ravnini. Prečni krak pomaga nastaviti globino utora.
Obdelovanci se režejo po enaki metodi kot pri žlebljenju. Delo je končano takoj, ko se debelina skakalca zmanjša na 2 - 3 mm. Nadalje, izklopite stroj, odlomite del, ki je osvobojen iz rezalnika.


Funkcije nastavitve
Pravilna prilagoditev in prilagoditev se izvede ob upoštevanju odtenkov tehnološkega procesa. Ko je stroj nastavljen, se obdelajo 2 ali 3 deli. Preverijo, kako se upoštevajo parametri, navedeni na risbi. V primeru neusklajenosti se izvede ponovna nastavitev. Pomemben sestavni del postopka nastavitve je določitev značilnosti namestitve in pritrditve obdelovancev v stroje.
Če se vrhovi središč ne ujemata, se poravnava zagotovi s premikom zadnjega dela. Nato postavite vložek za povodec. Nato poberejo in postavijo frezo točno na višino osi. Blazinice morajo imeti vzporedne površine s spodobno izdelavo.
Ne morete uporabiti več kot dveh podlog.


Posebej se preveri postavitev konice rezalnika po višini središč. Za preverjanje se rezalnik pripelje do središča, ki je vnaprej preverjeno po višini. Samo središče mora biti nameščeno v pero zadnjega dela. Štrleči del mora biti krajši - največ 1,5 višine palice. Preveč velik previs rezalnika povzroča vibracije in vam ne omogoča učinkovitega dela; rezilo mora biti trdno pritrjeno v držalo orodja z vsaj parom dobro privitih vijakov.
Okrogle surovce je treba namestiti v tričeljustno vpenjalno glavo s samocentriranjem. Če pa je dolžina dela več kot 4-krat večja od premera, morate vzeti vpenjalno glavo z vpenjalnim središčem ali uporabiti obdelovalne stroje s pogonsko vpenjalno glavo. Kratke neokrogle surovce se montirajo s čelno ploščo ali štiričeljustno vpenjalno glavo. Palice in drugi dolgi deli majhnega premera potekajo skozi kanale v vretenu. Pri prilagajanju načina rezanja je glavna pozornost namenjena hitrosti glavnega gibanja in globini reza; prilagoditi boste morali tudi krmo.


Varnost pri delu
Pri povezovanju celo najpreprostejšega stroja boste morali uporabiti naprave za zaščito električne opreme. Shema je izbrana ob upoštevanju osnovnih inženirskih točk. Samostojno upravljanje stružnice za rezanje vijakov je dovoljeno šele pri starosti 17 let. Pred sprejemom boste morali opraviti varnostni inštruktor. Poleg tega morate preveriti kontraindikacije; med samim delom je treba strogo upoštevati režim dela in počitka, urnik odmorov.
Na stružnici za rezanje vijakov morate delati v bombažni obleki ali polkombinezonu. Poleg tega boste potrebovali škornje iz yufta in posebna očala. Tudi najbolj previdni in skrbni delavci bi morali imeti pripravljen komplet prve pomoči za reševanje posledic poškodb. Gasilne aparate je treba hraniti v delavnicah.
Če pride do kakršne koli nesreče, so nemudoma obveščeni vodstvo in službe za nujno pomoč.


Delovno mesto mora biti čisto. Strogo je prepovedano:
- vklopite stroj v primeru zloma tal, v primeru okvare pregrad in zapornic;
- vstopite v meje, ki jih začrta ograja;
- odstranite to ograjo (razen v primeru popravil s strani pristojnih služb);
- začnite z delom, ne da bi preverili uporabnost stroja;
- uporabite neregulirano osvetlitev delovnega območja;
- zaženite stroj brez mazanja;
- delo brez pokrivala;
- dotikajte se gibljivih delov med delovanjem;
- zanašati se na stroj (to ne velja le za delavce);
- nadaljujte z delom, ko se pojavijo vibracije;
- omogočajo navijanje odrezkov na obdelovance ali rezila.
Vsi nastali čipi morajo biti usmerjeni strogo stran od vas. Tudi pri najkrajši prekinitvi delovanja je treba stroj ustaviti in izklopiti napetost.Izključitev iz omrežja bo potrebna tudi v primeru izpada električne energije. V breznapetostnem stanju se stroj odstrani, očisti in podmaže. Na enak način se odklop izvede pred zategovanjem pritrdilnih elementov.

Na opremi za struženje in rezanje vijakov ni dovoljeno delati z rokavicami ali palčniki. Če so prsti poviti, boste morali uporabiti gumijaste konice prstov. Obdelovancev ne smete pihati s stisnjenim zrakom. Zaviranje delov opreme z roko ni dovoljeno. Prav tako ne morete ničesar meriti vzdolž stroja, preverjati čistoče, brusiti delov.
Ko je delo končano, se stroji in elektromotorji ugasnejo, delovna mesta se uredijo. Vsi uporabljeni obdelovanci in orodja so zloženi na določenih mestih. Mazanje drgnjenih delov se izvaja s pogostostjo, ki je predpisana v navodilih. O vseh težavah se takoj poroča vodstvu, v skrajnih primerih - po koncu izmene. V nasprotnem primeru je dovolj, da upoštevate navodila v tehničnem listu in priporočila proizvajalca.














Komentar je bil uspešno poslan.