Kako izostriti sveder za kovino doma?

Kakršen koli je sveder - tudi visokokakovosten - po stotinah ciklov vrtanja postane bolj topen in izgubi idealno ostrenje, ki je bilo tovarniško dano samemu izdelku. Ne bo izvrtal popolne, neraztrgane luknje, dokler vrtalnik ne dobi prejšnje ostrine.
Kdaj bi morali ostriti?
Ostrenje svedra za kovino je potrebno v naslednjih primerih.
- Odskoči s točke, označene z jedrom.
- Ko poskušate vrtati, ne da bi označili bodočo luknjo, se sveder ne ujame na konico konice na izbrani točki, ampak »hodi«, ne glede na to, kako močan je mojster.
- Med vrtanjem se sliši utrip, trkanje, hrup, ki se spreminja v visokofrekvenčno trkanje. Trkanje in vibracije zrahljajo sveder (ali luknjač). Na mehaniki, polomljeni s topimi svedri, je nemogoče vrtati z novimi, pravkar kupljenimi svedri: nov sveder se zaradi tega pogosto zlomi.
- Pregrevanje tudi po minuti neprekinjenega delovanja. Pregrevanje hitroreznega jekla bo povzročilo izgubo njegovih trdnostnih lastnosti (viskoznost, trdota), izdelek pa bo primeren le za obdelavo lesa, ne pa za obdelavo kovin.
- Kovinski delci se raztrgajo, spiralni ostružki izginejo.
Če najdete enega ali več znakov, takoj prenehajte z vrtanjem in preverite ostrino konice in vijačnih robov.

Zahtevana orodja
Vsako od izbranih orodij, vključno s tistimi, opremljenimi z električnim motorjem, bi moralo izostriti jeklene izdelke (noži, svedri, škarje itd.). Druga zahteva je, da se sveder med postopkom ostri. Kako hitro in učinkovito bo sveder nabrušen, je odvisno od nastavitve zahtevanega kota brušenja odvečne plasti jekla z robov konice in hitrosti izmeta izdelka proti brusu. Mehanizirana orodja za ostrenje vam omogočajo, da v nekaj minutah spravite sveder s premerom 3-19 mm v delovno obliko. Spiralne svedre brusimo na posebnih ali klasičnih strojih z elektromotorjem in enostavnim podajalnikom. Takšen stroj je mogoče sestaviti samostojno v garažnih pogojih - ni potrebe po nakupu profesionalnih strojev; pogosto se ravnanje vrtalne konice ravna s pilo, brusom ali krogom.



bolgarščina
Mojster bo poleg samega električnega pogona potreboval tudi primež, v katerega je vpet obdelovanec.
Zrnatost brusa je izbrana tako, da je s prostim očesom nemogoče videti mikrožlebove, ki jih puščajo zrna steklene drobtine, ki melje kovino.

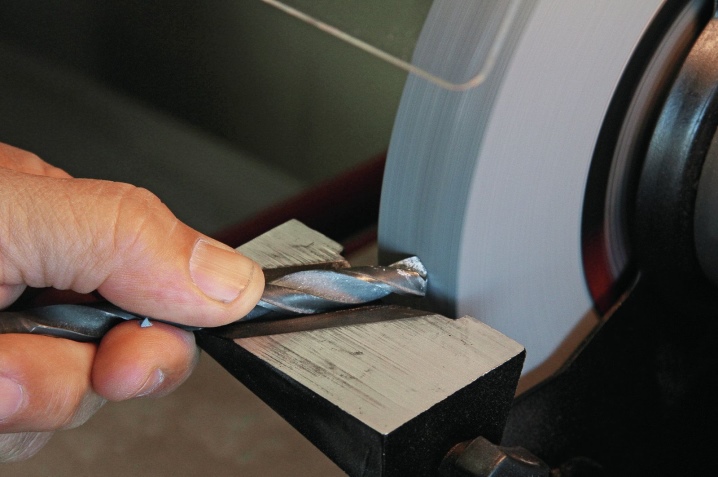
Za brušenje svedra z brusilnikom naredite naslednje:
- vpnite sveder v primež navpično;
- brusite zadnji rob, da odstranite znake obrabe;
- brusite delovni rob pod kotom 120 °.
Svedra ne držite neprekinjeno nabrušenega več kot dve sekundi. Kratke seje vključujejo odstranjevanje tankih, veliko manj kot 1 mm, plasti zlitine z obdelovalne površine. Vrtalnik je ponovno pripravljen za delo.

stiskalnica
Brusilnik se odlikuje po hitrosti uporabe, mobilnosti, vendar se mojster obrača z njegovo pomočjo s tveganjem poškodb. Tudi če namestite zaščitni pokrov na brusilnik, obstaja možnost, da bo krog počil, orodje bo vodilo s kratkim zagozditvijo s hitrostjo na tisoče vrtljajev na sekundo. Brusilnik zmanjša nevarnost poškodb zaradi toge pritrditve samega stroja. Če kota ostrenja ni mogoče določiti, je uporabna plastična šablona, ki jo pred začetkom brušenja nanesemo na površino, ki jo želimo stružiti. Da držalo ne bi šlo na stran, je pritrjeno s sornikom. Če želite izostriti sveder na brusilniku, naredite naslednje.
- Pritrdite sveder v držalo in vklopite stroj.
- Rezalne robove približajte brusu pod kotom 120°.
- Če so na svedru zareze in luknje, jih obrusite z vseh strani. Motijo poravnavo izdelka in svedra, zaradi česar slednji prekomerno vibrira.
Pri vrtenju svedrov velikega premera se zaradi povečane skupne toplotne kapacitete jeklo pregreje, spremeni iz visokohitrostnega v navadno, neprimerno za vrtanje drugih jekel.


Nastavek za vrtanje
Šoba na svedru omogoča brušenje svedrov za kovino. Shema dejanj tukaj je naslednja.
- Na vrtalnik namestite adapterski adapter za običajne svedre. Na preprostem električnem vrtalniku verjetno ne bo potreben.
- V luknjo namestite sveder potrebnega premera.
- Zaženite vrtalnik in brusite sveder na eni strani.
- Če želite obrniti drugi rezalni rob, obrnite sveder z drugo stranjo z istega konca.
Nastavek za sveder bo nabrusil le rahlo otopel sveder.
Izdelka, na katerem so luknje in zareze na rezalnem robu, ni mogoče ostriti s svedrom.
Toda zaradi relativne poceni - v primerjavi z drugimi orodji - vrtenje svedrov na šobi je poceni.




Datoteka ali datoteka
Pila ni primerna za obdelavo hitroreznega jekla, za katerega je značilna povečana trdota v primerjavi z drugimi vrstami in vrstami jekel. Z uporabo grobih ali diamantno prevlečenih kamnov je težko ročno vzdrževati želeni kot ostrenja. Uporabite motorizirana brusilnika.

tehnologija
Za kakovostno ostrenje svedra so potrebne določene naprave. Ali bo to majhen ali velik sveder, ni pomembno. – tehnologija je enaka: glavno delo opravljajo rezalni robovi na koncu, stranski spiralni robovi pa poravnajo izvrtano luknjo in odstranjujejo ostružke v spiralne kanale.

Najenostavnejši način za ostrenje svedra je tulec, njegov notranji premer je enak premeru prereza samega svedra. Rokav je togo pritrjen pod želenim kotom. Izberemo ga na naslednji način - vrtalnik mora jasno in močno vstopiti v predlogo, ne da bi odstopal za eno stopinjo. Če sveder odstopa, se rezalni robovi ne bodo natančno obnovili in posledično bo med delom "hodil". Pušo lahko dopolnimo s cevmi iz neželeznih kovin, katerih notranji premer je enak najpogostejšim premerom izdelkov.

Posebej dobro usposobljeni obrtniki to napravo opremijo z leseno palico, izvrtano s svedri različnih premerov.
Šablona vključuje priročno orodje, ki olajša dovajanje svedra na brusno kolo za ostrenje in ne dovoli premikanja izdelka v nasprotni smeri.Čim trša je vrsta lesa, iz katerega je izdelana palica, bolj natančno je nastavljen kot: mojster na primer uporablja hrastovo palico za dovajanje svedra, medtem ko je nihanje svedra v njej med ostrenjem izključeno. Stroj - na primer isti brusni kamen - je lahko doma izdelan: glavna stvar je, da brusni kamen ni centriran, med delovanjem ne vibrira.

Pravilni kot
Vrednost kota je določena s kakovostjo jekla ali druge kovine (ali zlitine), v katero so izvrtane luknje. Manjša kot je trdota kovine ali zlitine, večji je kot ostrenja. Torej, za jeklo, lito železo in bron, obdelovance, iz katerih morate vrtati, kot ostrenja doseže 120 °, za plastiko in mehke alkalijske kovine, kot je magnezij - 85 °.


Toda za stekleno in porcelansko lončeno posodo je kot še bolj neumen - 135 °, enako je potrebno za mehke bronaste in aluminijeve zlitine.
Les katere koli vrste zahteva 130°. Za nerjavno jeklo zadostuje 115°. Dejstvo je, da lahko popustljiva kovina v kratkem času naredi več ostružkov, pojavi se prekomerno trenje, konica svedra se bolj in hitreje segreje. In prekomerna toplota ga otopli - tudi kaljeno jeklo, iz katerega je izdelan sveder, se pri segrevanju sprosti. Jeklo izdelka izgubi trdoto in se začne hitreje topiti.

fina nastavitev
Nadomestni sveder lahko prinesete doma na posebnih brusih, ki združujejo grobo brušenje hitroreznega jekla z drobnozrnatim. Ta kolesa vsebujejo relativno mehko polnilo, ki odpravlja grobe praske, zareze in vdolbine, ki nastanejo med delovanjem. Izločijo se brez spreminjanja oblike rezalnih robov. Te plošče namestimo na brusilnik ali vrtalnik, sveder pa vpnemo na ločeno spono ali v primež. Če se je obdelava s krogi izkazala za grobo, se sam izdelek polira z vrtljivim smirkovim kolesom.

Pregled
Hitro preverjanje pravilnega ostrenja se doseže s pomočjo posebne šablone, ki meri dolžino rezalnih robov, lokacijo konice, poševni kot izhodnih kanalov na svedru in kot vzdolžnega roba.

Podrez
Če ima mojster topo 10 mm svedro, potem je izdelek spodkopan s strani vodilnega roba. Naloga je povečati kot rezalnega roba in zmanjšati poševnino sprednje konice, zožitev prečnega roba.
Slednje bo omogočilo, da bo kovina ali zlitina na obdelovancu bolj aktivno strgala v središču luknje.
S tem preprečimo pospešeno trganje najmanjših jeklenih zrn s konice, kar pomeni, da podaljšamo življenjsko dobo svedra, omogočimo hitrejše vrtanje in še več. Izdelek je dodatno brušen pod majhnim zadnjim kotom, kar zmanjša silo trenja v izrezanih luknjah.


Priporočila
Običajni svedri se izostrijo z lastnimi rokami na preprostem brusilniku, žagi z velikim brusilnim diskom, brusilnikom ali vrtalnikom s šobo. Toda za kronane bo morda potreben poseben stroj. Dejstvo je, da krona ima os - glavni sveder, ki je običajen izdelek. In če je nabrušen na preprost način, bo nazobčan, žagi podoben rob krone zahteval strojne pogoje. Enako velja za stožčaste svedre.

Ne brusite svedrov brez zaščitnega pokrova in zaslona - razprševanje jeklenega prahu je nevarno za oči. Večkratna poškodba očesa, njegova zamašitev s čipi je polna težav pri njihovem izločanju.
V najslabšem primeru bo človek zaradi zastrupitve z jeklenim rjavenjem v slanem okolju oko zlahka izgubil. Pazite, da ne vrtate v strop brez čelade – Padajoči ostružki zaidejo tudi v nezaščitene oči.
Izberite pravi kot podreza. Preveč "nagnjen" vrtalnik ne bo vrtal jekla, preveč "strm" - les, aluminij, bron, magnezij, plastika. Napačen kot bo povzročil nihanje svedra in premikanje luknje ali pa se bo zagozdil in zlomil.
Z običajnim hitroreznim jeklom ne vrtajte stekla, porcelanaste keramike, granita, keramike, gline visoke trdnosti. Za te materiale obstaja tako imenovana zmaga. Zlitina Pobedite po trdnosti bistveno presega hitrorezno jeklo. Ne poskušajte vrtati skozi kaljeno steklo, ker se bo takoj razbilo.
Pobedite svedrov ne brusite s preprostimi smirkovimi in steklastimi krogi. - za te izdelke je diamant, kot tisti krogi, ki režejo kamen, opeko in kaljeno jeklo. Pobeditne svedre brusite pri nizkih vrtljajih.

Pri vrtenju ne pregrevajte svedra - pregreto jeklo se bo popuščalo in postalo opazno slabše. Ne bo več niti vroče niti visokohitrostno (instrumentalno).
Vročega izklesanega svedra ne ohladite v vodi ali drugih hladnih tekočinah - zaradi nenadnega hlajenja se preluknja z mikrorazpokami. Pri prvem poskusu vrtanja obdelovanca se izdelek takoj zlomi.
Pri vrtenju ne odklanjajte svedra. Najmanjša previdnost - vsaj stopinja - bo povzročila neenakomerno obračanje, pojavile se bodo vibracije, zlom samega vrtalnika in zrahljanje menjalnika in vrtalnega motorja.
Dolžine rezalnih robov se med seboj razlikujejo do vrednosti 0,3 mm. Ta omejitev je opazna pri struženju svedrov majhnih premerov.

Dolžina delovnega dela ne sme biti manjša od centimetra. Če je sveder prelomljen na pol in je del rezalne površine odvržen, potem ne brusite svedrov, katerih delovni del je zdaj manjši od centimetra.
Spajkani svedri iz trde zlitine (na primer s konico iz pobedita, prevlečeni z diamantom) se brusijo na enak način kot trdni svedri iz istih materialov.
Kako enostavno nabrusiti sveder, glejte spodaj.













Komentar je bil uspešno poslan.