Vibroprešane tlakovce

Tehnologije izdelave kodrastih tlakovcev so različne. Hkrati velja, da so vibroprešane tlakovci med gradbeniki še posebej priljubljen izdelek. Iz gradiva tega članka boste izvedeli, kaj je, kaj se zgodi, iz česa in kako je narejeno. Poleg tega bomo upoštevali nianse njegove izbire in stila.



Kaj je to?
Vibroprešani tlakovci so vrsta betonskih tlakov, ki se uporabljajo pri urejanju pločnikov, trgov in cest. Je gradbeni material z odličnimi lastnostmi delovanja. Najbolj odporen je na temperaturna nihanja, visoko vlažnost.
Stisnjene ploščice so zasnovane za impresivne splošne in lokalne obremenitve. Proizvaja se z uporabo vibroprese, ta proces je popolnoma avtomatiziran. To ureja GOST 17608-2017 ("Betonske plošče za pločnike").
Tehnika vibrokompresije vključuje uporabo manj vode kot pri proizvodnji običajnega betona.



Tak material velja za univerzalnega. Je toplotno odporen, zlahka položen na peščeno blazino, tvori gosto in enakomerno prevleko. Ploščice se uporabljajo za oblikovanje poti. Navzven spominja na opeko. Ne oddaja strupenih snovi, okolju prijazen.
Odvisno od sorte lahko prenese obremenitev do 15 ton na 1 kvadratni meter. m. Ne zruši se pod delovanjem kislin, odlikuje ga močno stiskanje uporabljenih kamnin. Odlikuje ga visoka estetska učinkovitost. Lahko ima drugačno obliko, kar omogoča uporabo različnih vzorcev polaganja pri urejanju cestišča.



Primerno za asfaltiranje vseh odsekov cest. Ne razpoka na mrazu, ima široko barvno paleto. Lahko ima različne velikosti, različne teksture, pomeni dolgo življenjsko dobo. Popolnoma okrasi pokrajino, primerno za ureditev območij v bližini stavb različnih arhitekturnih slogov.
Tehnične značilnosti materiala so naslednje:
- obraba - 0,21 g / sq. cm;
- moč - M-300 - M-500;
- odpornost proti zmrzovanju - F 300;
- vodoprepustnost - W6.
Vodocementno razmerje mešanice je 0,55. Zahvaljujoč dimenzijski stabilnosti je material enostaven za obdelavo.
Po polaganju je možno fuge zapolniti z navadnim poceni peskom (ne kremenčevim). Ne bo ga izpral dež in odpihnil veter.



Kaj se uporablja za izdelavo?
Pri proizvodnji vibrostisnjenih tlakovcev se uporabljajo cement, agregati, voda, modifikacijski dodatki. Glavne sestavine mešanice so pesek, drobljen kamen, cement, voda, pigmenti. Vsaka komponenta daje raztopini določene lastnosti.
- Cement je vezivo. Njegova barva je lahko tradicionalna siva, bela. Beli cement se uporablja za pridobivanje ploščic s svetlim, čistim odtenkom. Za trdnost in odpornost na vlago modulov je potreben cement.
- Uporabljeni drobljenec daje ploščici tlačno trdnost in povečuje njeno obstojnost. Poleg tega zmanjša lezenje, krčenje, porabo cementa.
- Pesek je odgovoren za plastičnost mešanice. Ne dopušča razpok betona, je odgovoren za gladkost površine.
- Pigmenti vam omogočajo diverzifikacijo odtenkov delovne raztopine. Zahvaljujoč njim lahko položite barvne steze različnih odtenkov, tako navadne kot vzorčaste.




Proizvodna tehnologija
Doziranje, mešanje, stiskanje mešanice poteka avtomatizirano. Zahvaljujoč temu proizvodnemu sistemu je tudi kakovost obarvanja mešanice višja. V proizvodnji se uporabljajo kalupi in polsuha mešanica betona.
Izdelki se oblikujejo s pomočjo matrice in štanca, z delovanjem vibroprese. Ta postopek je zelo zapleten in drag, vendar velja za najboljši način izdelave tlakovcev. Sama proizvodnja je podobna vibrolitju, vendar z avtomatizacijo postane možno dovajanje betona v potok.
Postopek izgleda takole:
- oprema dozira sestavo betonske mešanice v določenih razmerjih;
- zmes mešamo do stanja enotnosti;
- oprema polni kodraste kalupe s polsuhim materialom;
- po tem module stisne stroj pod vplivom statičnih in dinamičnih obremenitev;
- izvedite deformiranje stisnjenih surovcev.



Končane module po ekstrakciji skladiščimo na paletah v običajnih skladiščih. Včasih so gradbeni materiali shranjeni na prostem. Uporaba avtomatizacije z navpičnim pritiskom zagotavlja enako debelino modulov in enako gostoto. Avtomatizacija procesa poenostavlja oblikovanje, omogoča izdelavo ne samo tipične enoslojne, temveč tudi dvoslojne ploščice.Pri uporabi stroja se povečajo trdnostne lastnosti modulov in končne obdelave.
In-line proizvodnja ima jasne prednosti pred drugimi tehnologijami proizvodnje tlakovcev. Ta način izdelave z vibriranjem in hkratnim stiskanjem mešanice omogoča doseganje enotnosti izdelka.
Ploščico je mogoče hiperpresirati. V tem primeru udarec pritisne na raztopino znotraj matrice. Kot rezultat dobimo plošče posebne trdnosti in minimalne prepustnosti vode. Žal jih je skoraj nemogoče obdelati.
Glede na to je treba pri izbiri končne sheme dati prednost najpreprostejšim možnostim.



Primerjava z vibrocast ploščicami
Glavna razlika je načelo oblikovanja modulov. Lite palice se oblikujejo pod lastno težo. Vibropressed - s stiskanjem. Vibrostiskane tlakovce so v mnogih pogledih pred ulitimi, razen v stroških. Njegova odpornost proti zmrzovanju, trdnost, življenjska doba, odpornost proti obrabi so 2-krat višji.
Lahko se polaga pri urejanju cest za osebna vozila. Je bolj vzdržljiv in praktičen od vibrolitja. Njegova gostota je opazno večja kot pri litju in vibrolitju. Vendar je postopek njegove proizvodnje bolj zapleten in dolgotrajen. Je odporen na vremenske vplive in sonce.
Razlika med materiali je v vrsti površine. Vibrostisana ploščica ima grobo strukturo. Zahvaljujoč temu zagotavlja večjo varnost pešcev v deževnih in ledenih razmerah. Vendar pa so vibrocasting ploščice cenejše. Površina sorte vibrocast je gladka in spolzka, zato jo proizvajalci pogosto naredijo teksturirano.

Poleg tega je vibrocast ploščice enostavno rezati in hitro zbledijo.Proizvaja se z uporabo tekoče delovne raztopine. Po izhlapevanju odvečne vlage v strukturi ostanejo praznine, kar pa ne velja za vibrostisnjeni analog.
Struktura ploščic, izdelanih s tehnologijo vibrokompresije, je fino porozna. Voda ne more prodreti vanj. Liti material omogoča prehajanje deževnice, v hudih zmrzovalnih razmerah pa lahko led raztrga modul od znotraj, kar zmanjša njegove trdnostne lastnosti.
Kot kaže praksa, položeno stisnjeno cestišče zahteva popravilo vsaj po 25 letih z zamenjavo približno 20-30% modulov. Vibrocast ploščice bo treba popraviti v 5-10 letih. Poleg tega bo treba zamenjati približno 70-80% talnih oblog.


Lite ploščice nimajo vedno idealne geometrije in enake debeline. Zaradi tega trpi monolitnost prevleke. Z avtomatizirano proizvodno metodo dobimo palice natančnih oblik in velikosti. Vendar pa je glede variabilnosti oblik sorta vibrolitja bolj raznolika.
Razlika med materiali je vidna tudi v strukturi. Pri vibrolitem materialu je opazna heterogenost plasti. To lahko povzroči razslojevanje površinskega traku s podlage. Vibropressed ploščice so brez te pomanjkljivosti. Ima edinstveno teksturo in plemenit videz, vendar njeni toni niso tako svetli.


Kar se zgodi?
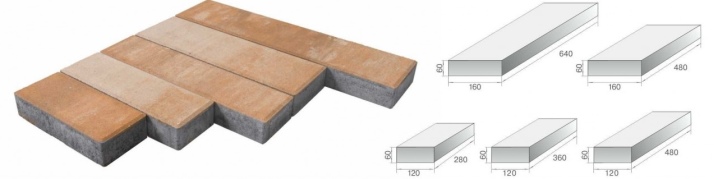
Vibroprešane tlakovce se razlikujejo po barvi, velikosti, obliki, teksturi, številu slojev. Njegove barvne rešitve so raznolike: kupec lahko kupi module v sivi, peščeni, rdeči, črni barvi. Poleg tega v prodaji je material rjave, terakotne, zelene, bele, močvirne barve.
Kar zadeva teksturo, je material pogojno gladek, hrapav in teksturiran. Med drugimi možnostmi so v prodaji taktilni moduli.Oblike stisnjenih modulov so lahko kvadratne, pravokotne, romboidne, šesterokotne.


Tudi velikosti tlakovcev so različne. V prodaji so izdelki s parametri 300x300x60, 500x500x50, 100x200x60, 100x200x50 mm. Tekoči material so moduli debeline 20, 40, 60, 80 mm.
Teža materiala je tudi različna: kvadratni modul 40x40 cm tehta 21 kg. Kamen 500x500 mm tehta 38 kg, če je debelina kamna 70 mm, in 34 kg, če je debelina 60 mm. Teža tlakovcev 200x200x60 mm je 5,3 kg (1 kos). Opeka s parametri 200x100x60 mm tehta 2,6 kg.
Nianse izbire
Vibrostiskana ploščica je eden najboljših materialov za slepo območje katerega koli ozemlja. Da pa bo služil dolgo časa, je treba pri nakupu surovin upoštevati številne nianse.
Kakovost modulov pove njihov videz. Če so po vizualnem pregledu na hrbtni strani matric vidne redke okrogle ali ovalne jamice (premera 2-6 mm, globine 1-2 mm), to kaže na kršitev tehnologije proizvodnje gradbenega materiala. Ali pa je ploščica, izdelana z vibrolitjem.
Delovne lastnosti takega materiala niso znane. Da ne bi dvomili o izbiri, morate od prodajalca zahtevati potrdilo o skladnosti ali potni list za blago. Kvaliteten material ima vso potrebno dokumentacijo.
Zato se njegova življenjska doba izračuna v desetletjih. V povprečju tak premaz traja do 30 let.


Potrdilo mora vsebovati številko protokola in datum certifikacijskih preizkusov. Če ti podatki niso na voljo, kakovost materiala ni potrjena, prav tako tehnologija njegove izdelave in sestava.
Če je blago kakovostno, se določi z debelino, upoštevajoč vrsto obremenitev. Moduli debeline 3-4 cm se vzamejo za ureditev vrta in pešpoti, teras, slepega prostora v bližini hiše. Kadar je potreben gradbeni material za polaganje območij z omejenim prometom, izberite plošče debeline 4,5-6,5 cm.
Ploščice debeline 7 cm se uporabljajo za tlakovanje prometno obremenjenih površin. Debelina pa ni najpomembnejši pokazatelj. Pomembna je odpornost proti zmrzali. Če razred odpornosti proti zmrzovanju komponent ne ustreza zimski temperaturi določene regije, je treba nakup opustiti. Z nizko odpornostjo proti zmrzali začne ploščica pokati in se drobiti po nekaj letih od trenutka polaganja.


Izkušeni izvajalci raje kupujejo material od podjetij, ki strogo nadzorujejo kakovost izdelkov. Ob tem ugotavljajo, da preveč poceni dober material ni vreden: pogosto so poceni ploščice izdelane z uporabo nizkokakovostnih barvil in cementa.
Pomemben je kriterij stiskanja plasti. Dvoslojna ploščica je modul z grobo spodnjo osnovno plastjo in drugo dekorativno.
Osnova elementa je iz diabaza ali drobljenega granita. Zgornja plast je odporna na udarce in obrabo.
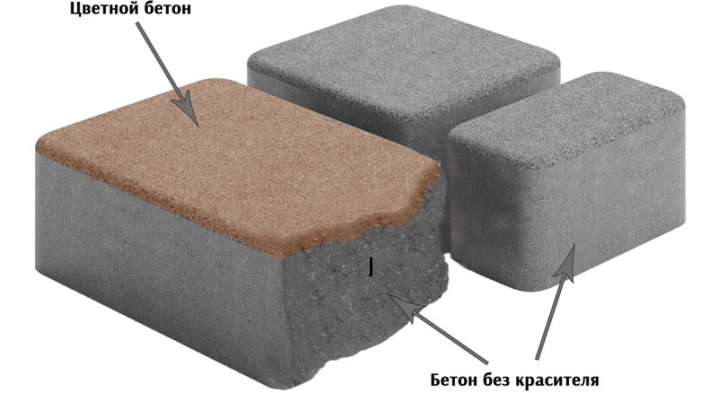
Enoslojna ploščica, čeprav je trpežna, ni tako močna. Poleg tega nima takšnih dekorativnih lastnosti kot dvoslojni. Če želite oceniti kakovost dvoslojnega modula, morate njegov konec položiti v pladenj in na dno naliti vodo (2-3 cm). Če je po 5 minutah raven dviga večja od polovice opeke, to pomeni slabo kakovost.
Nemogoče je izbrati dobro ploščico v odsotnosti: potreben je pregled videza gradbenega materiala. Na njegovi površini ne sme biti očitne poroke (razpoke, kopičenje zrnatosti, neoblikovanje).Lahko vzamete 2 modula in rahlo udarite drug ob drugega: zvonjenje kaže na kakovost izdelka.
Pigmentirane ploščice morate vzeti iz ene serije. Da ne bi kupili dodatnega materiala, se izračuni izvedejo pred polaganjem. Vendar pa se tudi ne vzamejo zaporedni materiali: potrebna je minimalna zaloga.

Možnosti oblikovanja
Sheme za polaganje vibrostisnjenih tlakovcev so lahko različne. Odvisne so od oblike uporabljenega materiala, lahko so klasična navadna plošča ali premaz z izrednim vzorcem. V tem primeru je polaganje lahko tradicionalno ali s premikom.
Na primer, ploščice lahko položite po principu diagonalne ribje kosti: enobarvni ali dva (tri) kontrastna materiala. Iste opečne module lahko položite z zobmi, tako da iz njih oblikujete valovite vrste.


Površina, položena v običajno oblogo "opeke s premikom", izgleda lepo. Če med namestitvijo zaključka zamenjate material enake oblike, vendar različnih tonov, boste dobili premaz z diagonalnimi vrstami.

Pri izbiri ene ali druge možnosti namestitve lahko uporabite enake sheme kot pri polaganju talnih (stenskih) ploščic. To je lahko menjava pravokotno razporejenih elementov, obračanje ploščic po principu spirale. Nekateri obrtniki lahko ustvarijo platna z učinkom volumna iz običajnih geometrijskih palic.
Zaradi enakih dimenzij lahko bloke ploščic poljubno vrtite in premikate.















Komentar je bil uspešno poslan.